






功率器件镀金管壳发黑现象分析
2022-05-11 14:47:10
知识库
1826
转自半导体封装工程师之家
蒋庆磊、王燕清、林元载、杨海华、李赛鹏
(中国电子科技集团公司第十四研究所)
摘要:针对一种高功率器件在使用过程中镀金管壳底部发黑的问题,采用光学检查、扫描电镜、能谱分析以及XRD分析等手段对底部发黑区域的形貌、组成以及物质等进行分析和讨论。试验结果表明,功率器件装焊过程中流入的助焊剂导致底部发黑,黑色区域主要包括AuSn、Au、Sn以及CHO类物质,在温度和助焊剂的作用下,Sn通过晶界扩散的方式向管壳底部的Au中快速扩散,形成了AuSn金属间化合物。增加功率器件搪锡后及安装前清洗工序以及优化焊接后的清洗要求,可有效避免发黑现象的出现。
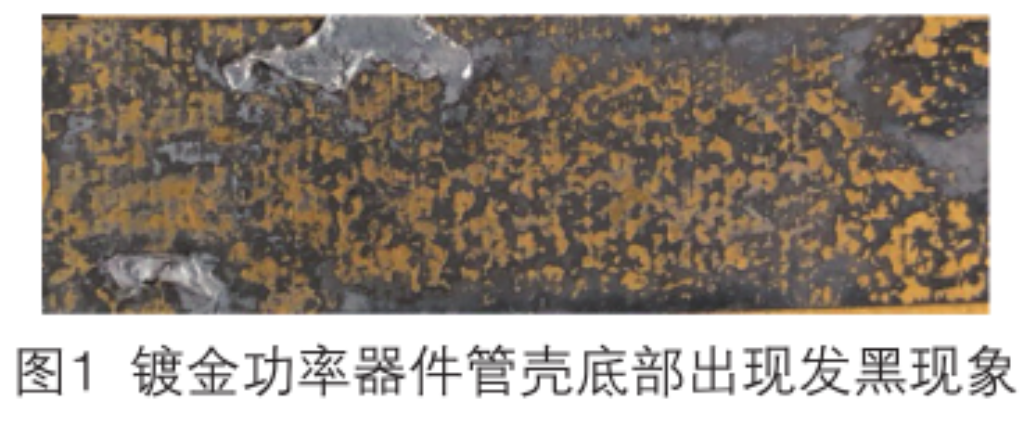
在通信、雷达等电子装备中采用了较多的高功率器件,此类器件对接地要求高、发热量较大,一般情况下会采用通过焊接或者大面积接触的方式安装到机壳上以满足接地和散热要求。同时为适应环境性要求,该类器件采用镀金镀层,厚度达到1.27 μm以上。在装配过程中,为了提高器件与壳体之间的接触面积,常在器件与壳体之间增加一层锡箔或者铟箔。在某型号装备研制过程中,发现某镀金高功率器件底部出现了发黑的现象,如图1所示。将器件从安装面取下后,发现器件底部有不均匀、凸起的发黑区域存在,在锡箔侧呈现轻微的不均匀小凹坑形态。针对该现象,本文通过光学检查、扫描电镜、能谱分析以及X-ray衍射(XRD)分析等手段进行研究并开展分析。
1 试验材料和试验方法
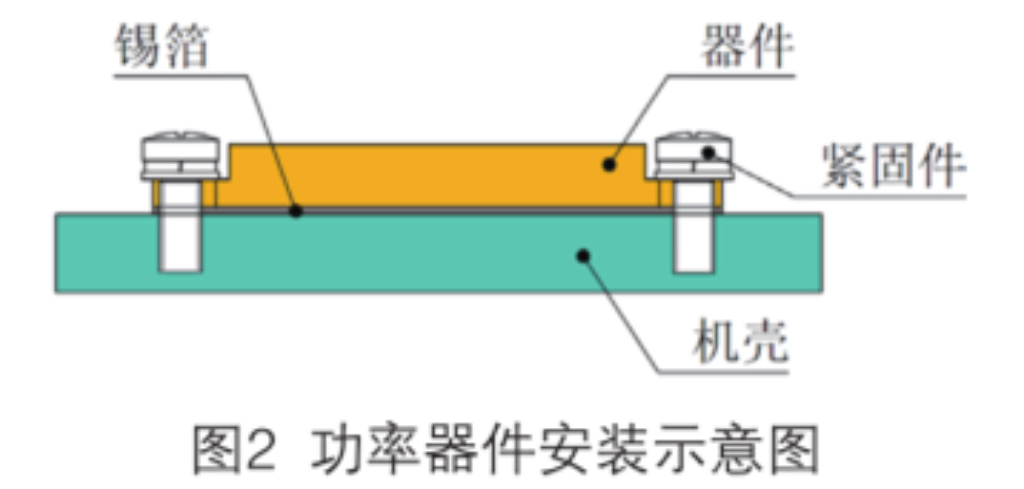
本文所用的器件是出现发黑现象的同批次器件,该器件采用镀金工艺,金层厚度为1.35 μm。采用的垫片为Sn箔垫片,厚度为0.1mm。该功率器件的安装如图2所示,机壳镀层是锡铈镀层,厚度为15μm。
该功率器件所涉及的工艺过程主要包括:1)对功率器件的引线进行搪锡处理;2)在机壳上功率器件的安装位置垫锡箔;3)安装功率器件用力矩起子紧固;4)手工烙铁焊接功率器件的引线并用酒精棉球清洁焊点。在功率管的装配过程中会涉及到酒精、助焊剂以及锡箔等材料。
针对出现发黑的功率器件进行制样,采用显微镜对发黑区域进行观察,采用扫描电镜对功率管底部、垫片以及发黑区域进行分析,最后采用XRD对发黑区域的组成进行分析。
2 试验结果和分析
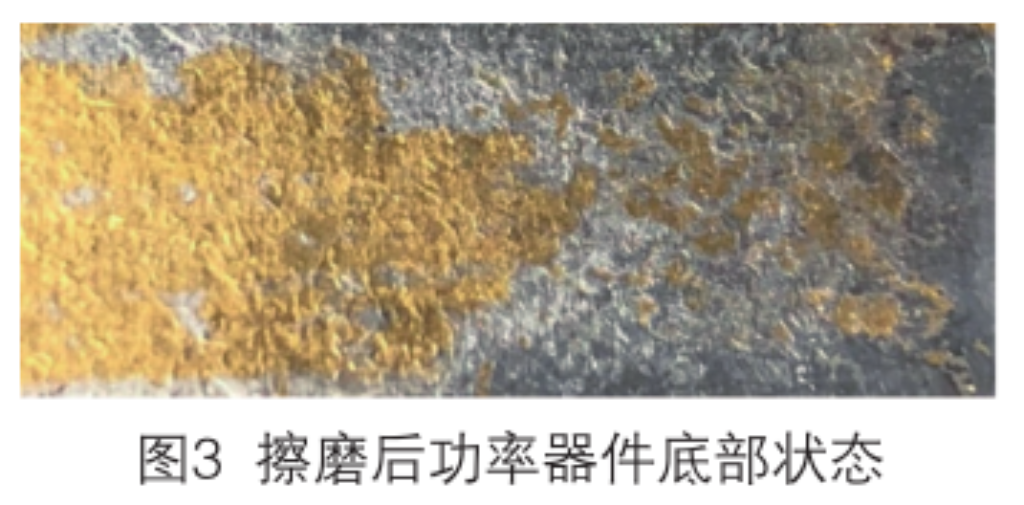
某批次产品功率器件装调后发现大约75%的器件有底部发黑现象,这些功率器件均经过装配和调试,在调试过程中功率器件的温度最高可达到50 ℃。采用显微镜对发黑区域进行观察和检查,发现接触面越紧密的区域发黑现象越明显,且发黑现象仅出现在功率管一侧,有一定的凸起高度,在垫片一侧无明显发黑现象,锡箔侧呈现轻微的不均匀小凹坑形态。采用酒精棉球对发黑区域进行擦拭,检查发现酒精棉颜色未有变化,功率管发黑区域颜色也没有变化,说明黑色物质不溶于酒精。试验中用橡皮擦对发黑区域进行擦磨,检查发现功率管底部颜色发亮,呈现明显的金属光泽,如图3所示。
分别采用酒精、去离子水、助焊剂三种物质分别涂刷在功率器件镀金表面,然后将功率器件以及未涂物质的功率器件与锡箔紧密压在一起,其中一组室温中静置1 h,另一组放入80 ℃烘箱中烘烤1 h。检查发现在常温静置的4种试样均未发生颜色变化。烘烤后的试样中,未涂液体及涂有酒精和去离子水的镀金管壳未发生颜色变化,而采用助焊剂的管壳底部出现明显的发黑现象,且形态与产品中功率管底部形态相似。上述试验结果表明,在加热的条件下,沾有助焊剂的镀金管壳上会出现发黑的现象。因此,初步判断产品中功率器件底部的发黑问题是由残余助焊剂导致。
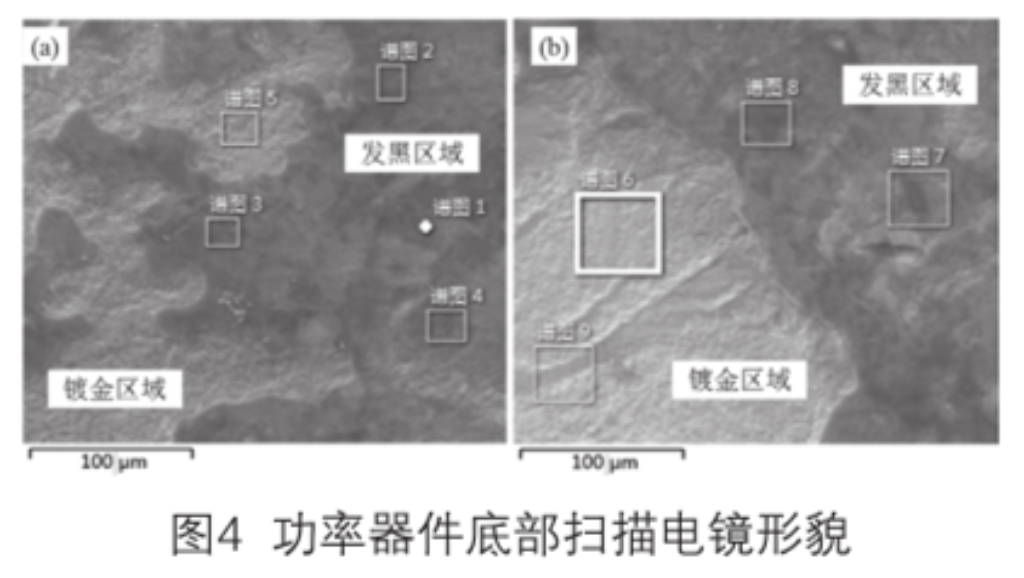
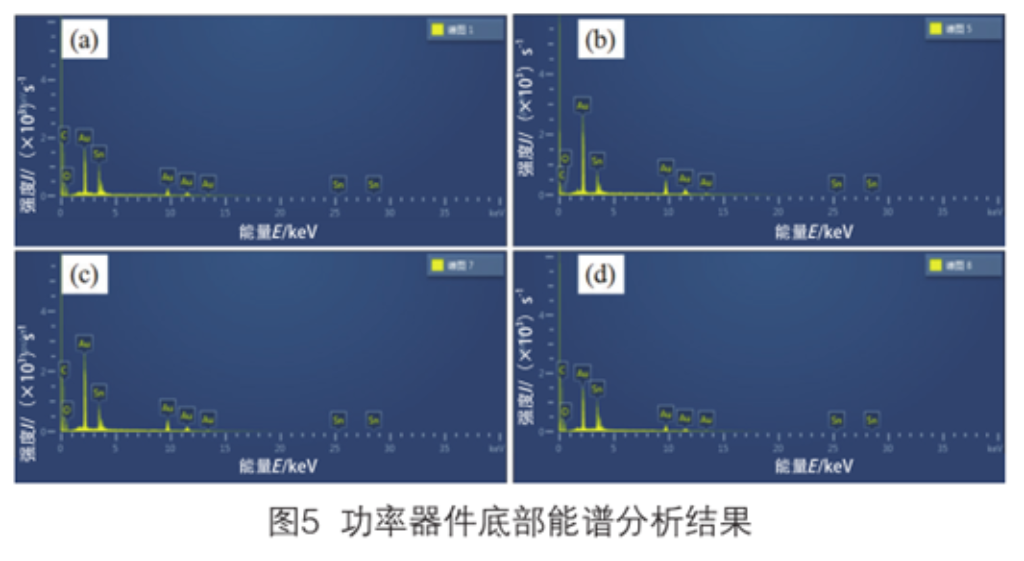
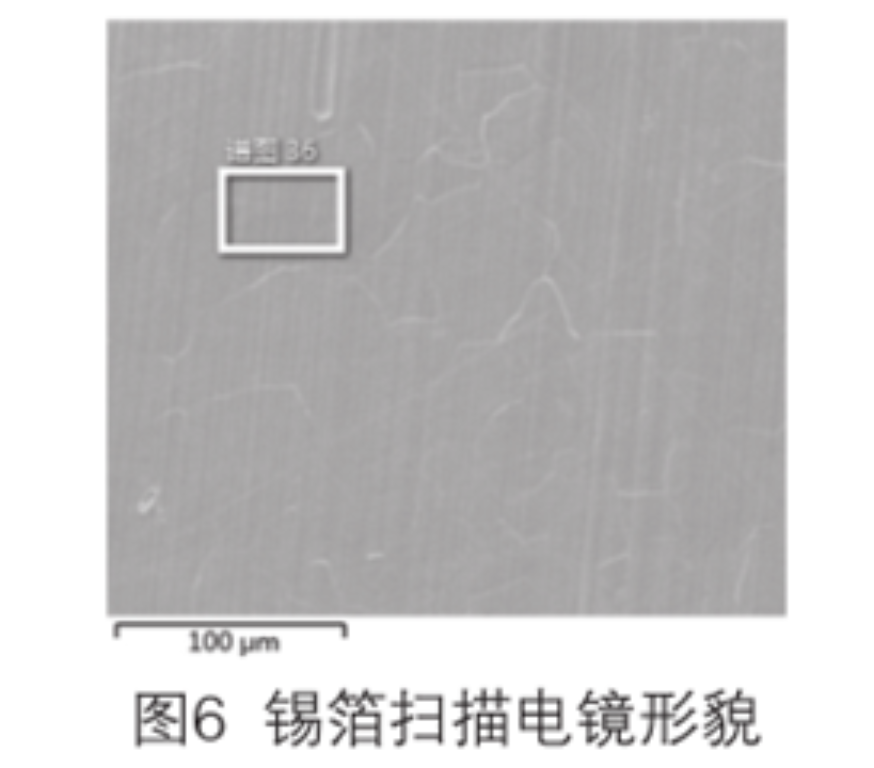
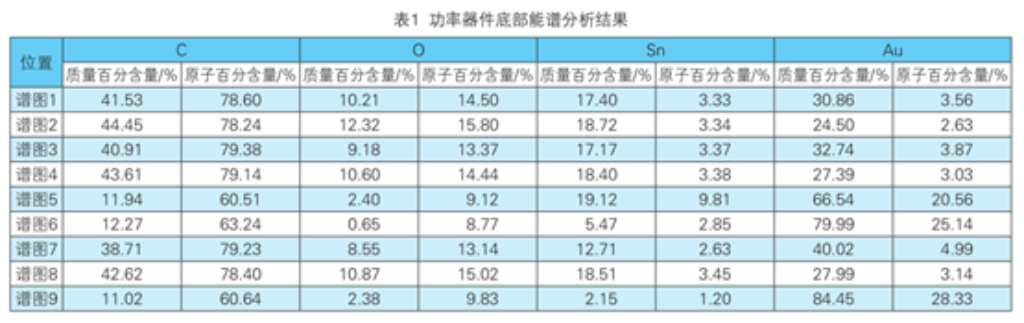
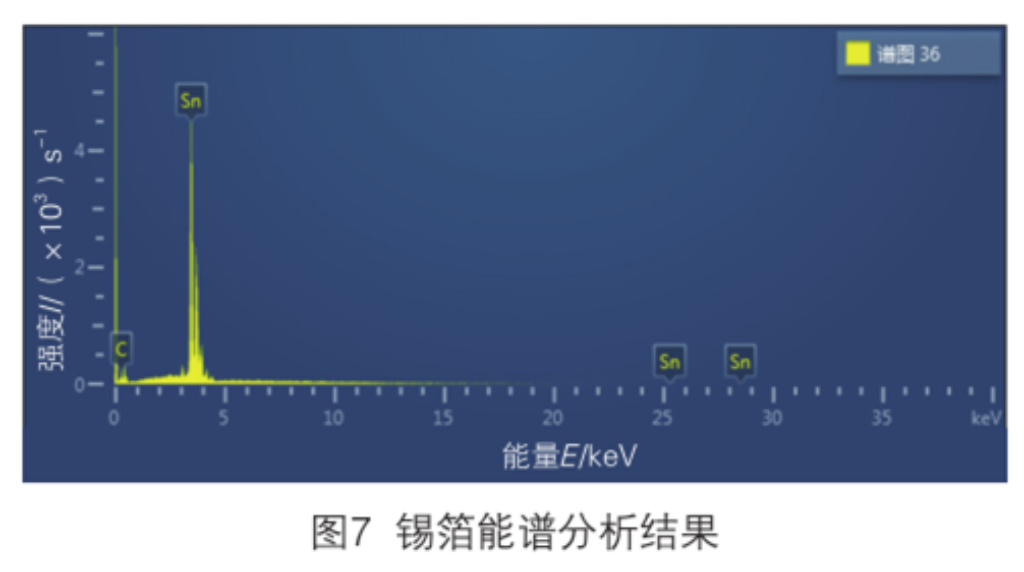
采用扫描电镜对功率器件底部发黑区域以及锡箔表面的形貌进行观察以及成分分析。器件底部区域扫描电镜形貌如图4所示。其中浅色区域为镀金区,深色区域为发黑区域。分别在浅色和深色区域选择区域进行成分分析,分析结果如图5和表1所示。其中图谱1、2、3、4、7、8均为发黑区域,图谱5、6、9为镀金未发黑的区域。试验结果显示,上述区域均探测到C、O、Au、Sn四种元素,其中发黑区域的C、O元素含量明显高于未发黑的区域,未发黑区域中Au的含量明显高于发黑的区域,Sn的含量与测定的位置有一定关系,其中被发黑区域包围的位置Sn含量较高(图谱5),与发黑区域中Sn的含量相当。结果表明管壳与锡箔接触一定时间后,功率器件底部管壳上均可检测到Sn元素。锡箔的形貌如图6所示,锡箔形貌可见明显的晶界,晶粒尺寸较大。锡箔成分分析结果如图7和表2所示,其组成主要为Sn元素,检测到少量的C元素。

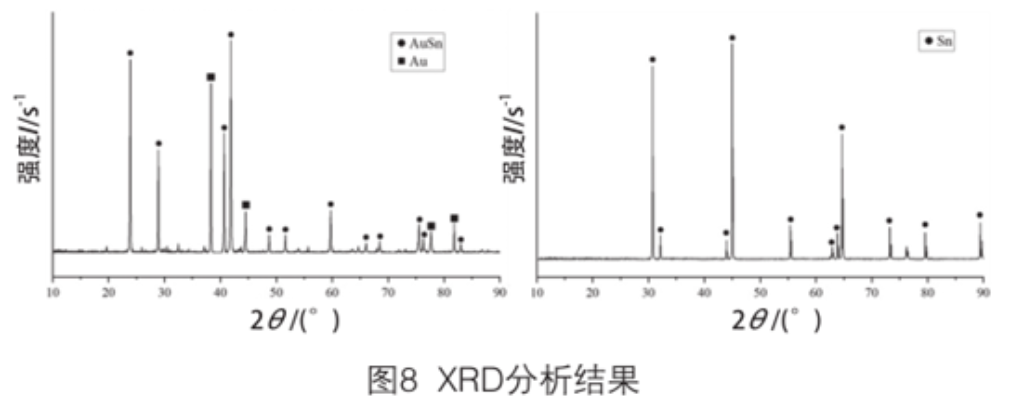
采用XRD对发黑区域的组成进行检测,检测结果如图8所示,对衍射峰进行标定表明,发黑区域的物相主要包括AuSn金属间化合物、Sn、Au等。上述结果表明在功率器件下面加锡箔并安装后,经过一定时间的调试测试后,Au镀层与锡箔之间会发生相互扩散并形成AuSn金属间化合物。Au与Sn的界面处通常形成的金属间化合物包括Au5Sn、AuSn、AuSn2、AuSn4等,本文功率器件镀金发黑区域形成了较为稳定的AuSn相,在未发黑的区域也可检测到Sn元素,可推断也形成了AuSn金属间化合物。
Au在Sn中是通过间隙机制进行的扩散,扩散激活能很小,且Au的扩散系数超过Sn的自扩散系数几个数量级。在本文中,Sn的晶粒尺寸远大于Au的晶粒尺寸,所以锡箔中的Sn通过晶界扩散进入功率器件的Au中,由柯肯达尔效应产生的空洞(呈轻微凹坑状)出现在锡箔侧,小丘(呈凸起状)则出现在镀金侧。上述试验表明该功率器件镀金层与锡箔紧密接触一段时间后均会发生Au-Sn扩散现象形成AuSn金属间化合物。与其他未发黑区域相比,发黑区域AuSn的扩散程度更为明显,由于功率器件底部基本处在相近的温度条件下,说明外来助焊剂对于Au-Sn的快速扩散发挥了重要的作用。
随着温度的升高,Au-Sn相互扩散的激活能降低,因此更容易发生快速扩散。同时助焊剂中包括了有机酸、活化剂、松香树脂等物质,也进一步加速了Au-Sn的扩散。试验结果显示在一定的温度条件下,Au和Sn扩散速度明显加快,在功率器件的调试测试等工作过程中,其本体温度较高,一般会达到50 ℃左右,另外环境试验条件下最高会达到80 ℃左右,因此本文的功率器件在调试过程以及筛选过程发现了底部发黑的现象。其中发黑的物质推断还包含了少量的助焊剂残留形成的CHO类物质。由于AuSn金属间化合物的电子很容易获得能量而跳跃,因此其有一定的带电性,经对产品的性能进行测定,发黑区域出现后并未对功率器件的性能造成明显影响。但是由于该器件为高功率射频器件,对整个底部的接地性能和散热性能均有较高的要求,一方面助焊剂的残留物一定程度上可能会降低热导率,增加接触电阻,从而造成功率器件射频性能的下降或者出现早期失效的问题,另一方面由于助焊剂呈现的酸性,会导致腐蚀现象以及离子迁移现象的出现,从而带来其他的可靠性问题。因此射频类高功率器件的底部,应避免此类现象的发生。
根据该功率器件的装配流程,其装配过程中涉及助焊剂的工序包括器件引线的搪锡和引线的手工焊接。其中引线的搪锡是首先将引线浸入助焊剂中,蘸取少量助焊剂,然后将引线浸入锡锅中将镀金层融入锡锅中,从而达到去金的目的,在搪锡操作过程中,助焊剂有可能接触到器件底部并残留下来。在引线手工焊接过程中采用的焊锡丝进行焊接,并不使用助焊剂,但是在引线焊接完成后,需要采用酒精棉球对焊点残留助焊剂进行清洗,若清洗过程中使用的酒精过多,会导致酒精流到功率管底部,同时将溶解到酒精中的助焊剂带入功率管底部。因此在该功率器件的装配过程中,引线搪锡和手工焊接工序均可能导致器件底部出现助焊剂残留。因此,为了解决此问题,首先在搪锡后增加清洗工序,然后在器件安装前对底部进行擦洗,在引线手工焊接后明确手工清洗的要求,避免清洗溶剂将助焊剂带入到器件底部。经验证,通过增加功率器件搪锡后及安装前清洗操作,并明确引线焊接后的清洗要求,可有效避免助焊剂在功率器件底部的残留,避免了发黑现象的出现。
3 总结
本文针对一种高功率微波器件装焊过程中底部管壳发黑的问题进行了问题复现、试验研究及分析讨论,试验结果表明:1)在管壳底部与锡箔接触处,黑色区域和非黑色区域均可检测到C、O、Sn、Au等元素,其中黑色区域的C、O、Sn等元素含量均高于非黑色区域;2)功率器件与锡箔紧密接触,Sn向管壳底部的Au中扩散,形成了AuSn金属间化合物,在温度和助焊剂的共同作用下,Au-Sn的扩散速度会加快;3)管壳底部黑色物质主要包括了AuSn、Au、Sn以及CHO类残余物。通过增加功率器件搪锡后及安装前的清洗工序以及优化焊接后的清洗要求,可有效避免发黑现象的出现。
免责申明:本文内容来源半导体封装工程师之家,作者为蒋庆磊、王燕清、林元载、杨海华、李赛鹏(中国电子科技集团公司第十四研究所)。文字、素材、图片版权等内容属于原作者,本站转载内容仅供大家分享学习。如果侵害了原著作人的合法权益,请及时与我们,我们会安排删除相关内容。
关键词:先艺电子、XianYi、先艺、金锡焊片、Au80Sn20焊片、Solder Preform、芯片封装焊片供应商、芯片封装焊片生产厂家、低温共晶焊料、Eutectic Solder、光伏焊带、太阳能焊带、银钎料、银基钎料、助焊膏、高温助焊剂、共晶助焊膏、高温焊锡膏、paste flux、flux paste、气密性金属封装、气密性封焊、共晶键合、激光器巴条封装、覆膜预成形焊片、热沉、heatsink、光电子器件封装、MEMS器件封装、预成型锡片、纳米银、微纳连接技术、AuSn Alloy、flux coating solder、TO-CAN封装、低温焊锡膏、喷印锡膏、银焊膏、银胶、银浆、烧结银、低温银胶、银烧结、silver sinter paste、金锡衬底、金锡焊料封装、芯片到玻璃基板贴片 (COG)、铟焊料封装、共晶焊、金锡烧结、金锡共晶烧结、金锡薄膜、金锡合金薄膜、合金焊料、金锡焊料、SMT锡片、Au50Cu50焊片、Au80Cu20焊片、Au焊片、Au88Ge12焊片、Au99Sb1焊片、Sn焊片、激光巴条金锡共晶焊、激光巴条焊接材料、背金锡、预置金锡盖板、贴膜包装焊片、金锡薄膜热沉、SMT用预成形焊片、载带式预成形焊片、IGBT大功率器件封装、锡银焊料片、锡锑焊料片、中高温焊片、异形焊料片、IGBT焊料片、先艺、焊锡片、金锡焊膏、纳米银锡膏、微组装焊料、金锡凸点、金锡bump、激光巴条共晶、Au80Sn20、AuSn Solder、晶振金锡封盖、电镀金锡、共晶贴片、铟铅焊片、铟铅合金、锡铋焊片、锡铋焊料、金锡薄膜电路、低温焊锡膏、喷印锡膏、银焊膏、箔状焊片

