






微波芯片共晶焊接技术研究
2022-04-18 11:26:26
知识库
3740
转自高可靠电子装联技术
陈帅,赵志平
摘要:利用共晶炉,采用Au80Sn20共晶焊片对GaAs微波芯片与MoCu载体进行了共晶焊接。利用推拉力测试仪、X射线衍射仪对焊接样品的焊接强度和孔洞率进行了测试。采用正交试验法分析了焊料尺寸、焊接压力及温度曲线等工艺参数对共晶焊接的影响。研究发现:各因素影响主次顺序为焊接压力、焊接曲线、焊片大小;当焊料尺寸为70%,焊接压力为0.001 N/mm2,选用优化的温度曲线时,共晶焊接效果最优,孔洞率小于1%,剪切强度大于50 N,满足GJB 548B的要求。
关键词:微波芯片;Au80Sn20焊片;共晶焊接
在微波、毫米波通讯领域内,由于砷化镓微波芯片具有功率密度高、体积小、带宽广和一致性好等多方面的优点,在微波多功能微波组件中具有至关重要的作用,是微波多芯片组件中的核心元器件。但是由于砷化镓芯片其基体材料极脆,热导率为0.46 W/(cm•℃),散热性差,该芯片在工作中发热量大。为了将热量快速散发出去,同时防止在工作时芯片开裂,需要将芯片装配到热匹配的散热载体上。MoCu载体具有膨胀系数较低以及热导率较高的优点,是一种优异的电子封装材料,其热膨胀系数为6.12×10-6/K,与GaAs具有良好的热匹配性(GaAs热膨胀系数为6.4×10-6/K),其成本低,使用灵活,在行业内多用MoCu作为散热载体来装配砷化镓微波芯片。另外,将功放芯片装配到合适厚度的MoCu载体上,此时芯片与基板高度相同,进行金丝键合等电互联时操作方便,并且微波特性良好,可靠性高。
将芯片装配至散热载体上时,通常的工艺方法有两种,一种是采用导电胶粘接,另一种是采用共晶焊料进行共晶焊接[1]。对于使用频率较高、功率较大的芯片,在装配时需要着重考虑。如果采用导电胶装配方式,因为导电胶是环氧树脂与金属颗粒的混合物,它具有电阻率较大、导热系数较小等缺点,在装配时会具有器件损耗大、管芯热阻大、结温高的不利因素,在组件的使用过程中将会影响功率输出和可靠性。共晶焊接装配方式具有连接电阻小、焊接强度高、传热效率高、散热均匀和工艺一致性好等多种优点,与导电胶粘接方式相比,在高频率大功率器件以及对散热要求很高的器件的安装过程中,共晶焊接具有很大的优势[2-7]。
最近几年,随着科技的进步以及工艺技术的发展,共晶焊技术在混合集成电路中的应用越来越广泛。本文针对功率芯片到散热载体共晶焊接对可靠性要求极高的工艺需求,采用正交试验法对共晶焊接质量有影响的几个工艺参数(焊料尺寸、焊接压力、温度曲线)进行了研究,并在试验的基础上对各个参数进行了二次优化,以满足高可靠砷化镓微波芯片共晶焊工艺的工程化应用需求。
1试验:
1.1试验原理
共晶焊接又被称为低熔点焊接,它是指在相对较低的温度下共晶焊料与母材发生共晶熔合的现象。在共晶焊接的过程中,一般需要通入保护气氛,然后加热到共晶温度,此时共晶焊料熔融,与此同时芯片以及载体表面的合金镀层会有少量扩散至到熔融的焊料内部,冷却后芯片以及载体表面会与合金焊料之间形成原子级的结合,从而完成芯片与载体间的焊接。共晶焊料通常是由两种或者两种以上的金属组成的合金,它的熔点远低于合金中任意一种金属的熔点。共晶焊料的溶化温度称为共晶温度,在共晶焊料中,各元素比例不同,共晶温度也不同。
在共晶焊接过程中,工艺参数对焊接质量有重要影响,其中焊片大小对焊料浸润性和溢出量有显著影响。腔体真空度和氛围决定了表面氧化程度。焊接温度曲线决定了焊接质量。焊接压力决定了焊料溢出量,影响焊接空洞率,参数的控制不当将有可能导致芯片开裂、孔洞率过高等问题,导致共晶失败。
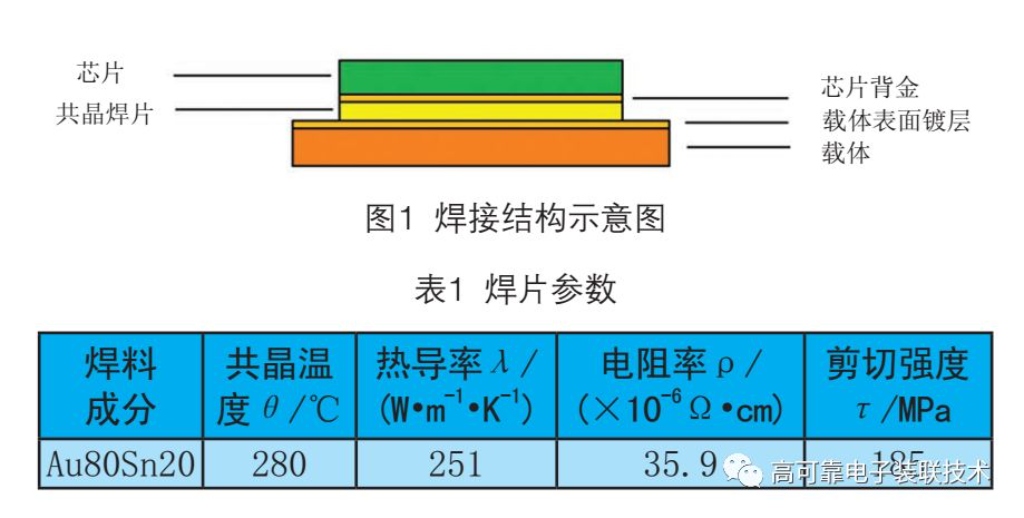
共晶焊接载体与芯片的示意图如图1所示,其中由上到下分别为砷化镓芯片、焊片、载体。为了满足焊接需要,芯片背面为镀金的金属化层,焊片选用厚度为35 μm的Au80Sn20焊片,采用激光切割设备将焊片加工至合适的形状与大小。焊片主要参数见表1。散热载体为钼铜,厚度为0.2 mm,表面镀金。试验用真空/可控气氛共晶炉为中电2所GJL-2023共晶炉。
1.2 试验方法
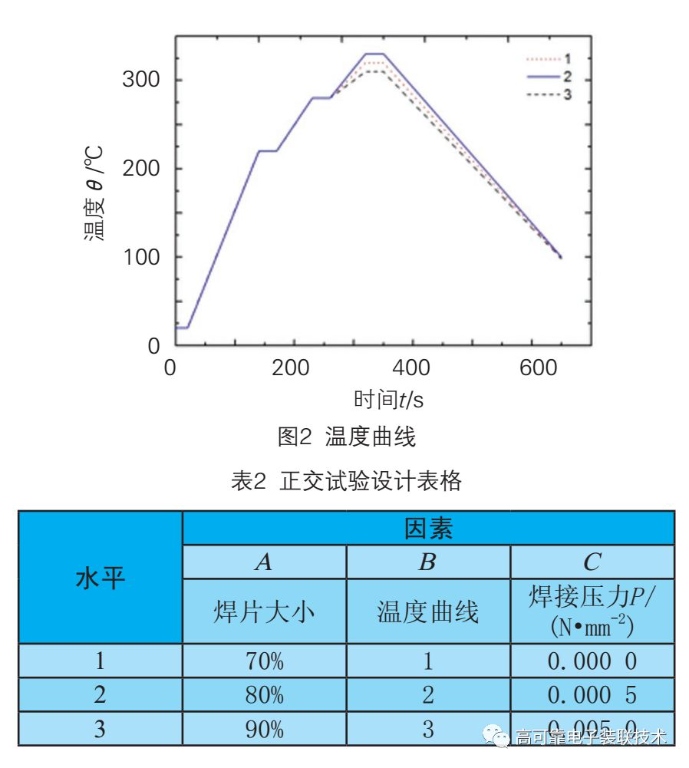
在各类的科学研究中,正交试验设计是一种应用非常广泛的试验手段,它的特点是对于受多个参数影响的实验,可以不进行枚举实验,通过分析,采用部分试验替代全面试验,同时不会对实验结论产生明显偏差,通过少量的试验即可得到相对准确的结论。利用正交试验法,可以减少试验次数,对试验结果进行科学的分析,即能得到相对可靠的结论。选取对共晶焊接有影响的三个关键工艺参数(焊片大小、温度曲线、焊接压力)作为试验的3个因素。对于每个因素分别选取3个水平,其中温度曲线按焊接温度的高低依次记为1、2、3,各曲线如图2所示。焊片面积分别选取芯片面积的70%、80%、90%。焊接压力分别选取0 N/mm2、0.000 5 N/mm2、0.002 0 N/mm2,采用L(34)表格设计实验,正交试验设计表格见表2。
采用L 9(34)表进行试验设计,只需要通过9次试验即可得出可靠结果。利用X射线衍射仪、推拉力测试仪以及光学显微镜对样品的空洞率、剪切强度以及外观形貌分别进行检测。焊接空洞率采用X射线衍射仪基于GJB 548B—2005《微电子器件试验方法和程序》中方法2012.1“X射线照相”的规定进行测试,空洞率越低表示钎透率越高,样品的可靠性越高。芯片剪切力根据GJB 548B—2005中方法2019.2 “芯片剪切强度”的规定进行测试,测试设备为Dage 4000型多功能拉力测试仪,采用50 N的推头进行测试,剪切强度越大器件可靠性相对越高。采用光学显微镜对样品形貌进行检测。
2 结果与分析
2.1 孔洞率测试结果
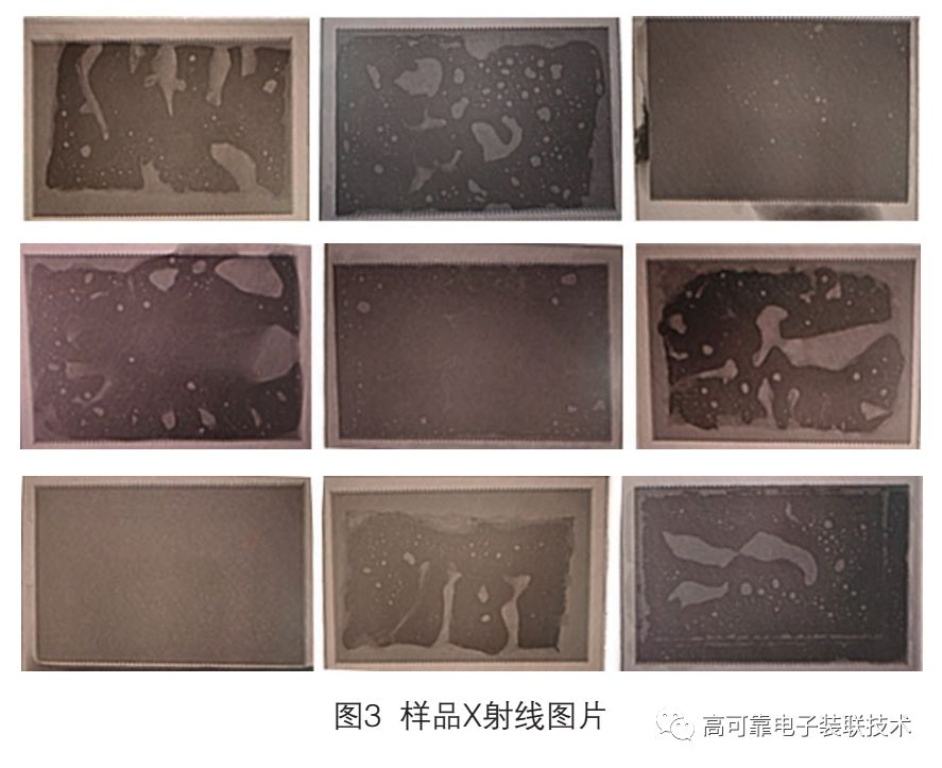
采用L 9(34)表进行试验的9个样品X射线照片如图3所示,采用极差分析法对样品空洞率进行分析,极差是考察因素在不同水平下,最大指标与最小指标之差,为正交实验结果分析的常用方法。极差的大小反映了考察因素的影响大小,极差大意味着考察因素的变化对实验结果影响显著,为影响实验结果的主要因素,反之则为次要因素。通过计算出各因素的极差,确定出各因素的主次顺序,对实验数据进行分析,在试验范围内找出最优水平和最优组合。样品的X照片如图3所示,采用网格法对X射线照片进行统计计算,得到样品焊接空洞率的具体数值,将数值填入到表3中,对结果进行统计。
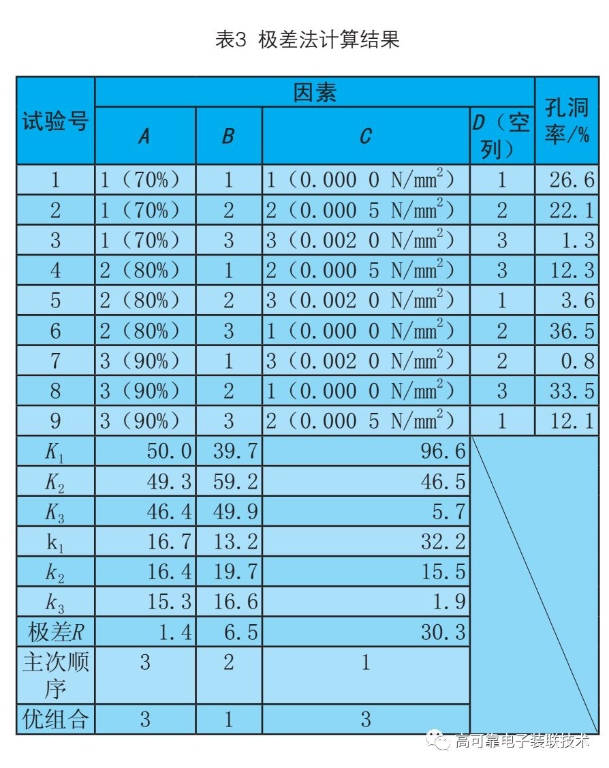
由表3可以看出,当焊片大小为90%、焊接曲线为1、焊接压力为0.002 0 N/mm2时,样品孔洞率最低。影响焊接孔洞率的因素主次顺序为C(焊接压力)>B(焊接曲线)>A(焊片大小)。焊接压力是影响焊接空洞率的最重要的原因,要保证低的空洞率,必须提供一定的焊接压力,焊接压力为0.002 0 N/mm2的样品空洞率都达到了很低的水平,但是该压力过大,在焊接过程中,过大的压力将焊料大量挤出,样品边缘焊料堆积严重,同时由分析可以看出,焊片大小对样品空洞率影响很低,但是焊片尺寸过大,焊料的溢出量则过大,焊料堆积则更加严重。因此,有必要减小焊片大小,适当减小焊接压力,在不影响样品空洞率的情况下尽量减小焊料堆积。选择焊片大小70%、焊接曲线为1、焊接压力0.001 0 N/mm2进行焊接实验。实验结果如图4所示,对X衍射照片进行统计计算,得出空洞率为0.9%,在光学显微镜下观测,样品边缘有焊料溢出,但没有出现焊料堆积现象。

2.2剪切强度测试结果
利用推拉力测试仪对试验的9个样品剪切强度进行测试,测试结果见表4。由于Dage400只配备了50 N的推头,量程为50 N,所有样品均未出现脱离,可得知所有样品剪切强度大于50 N,满足GJB548B的要求。
2.3外观目检结果
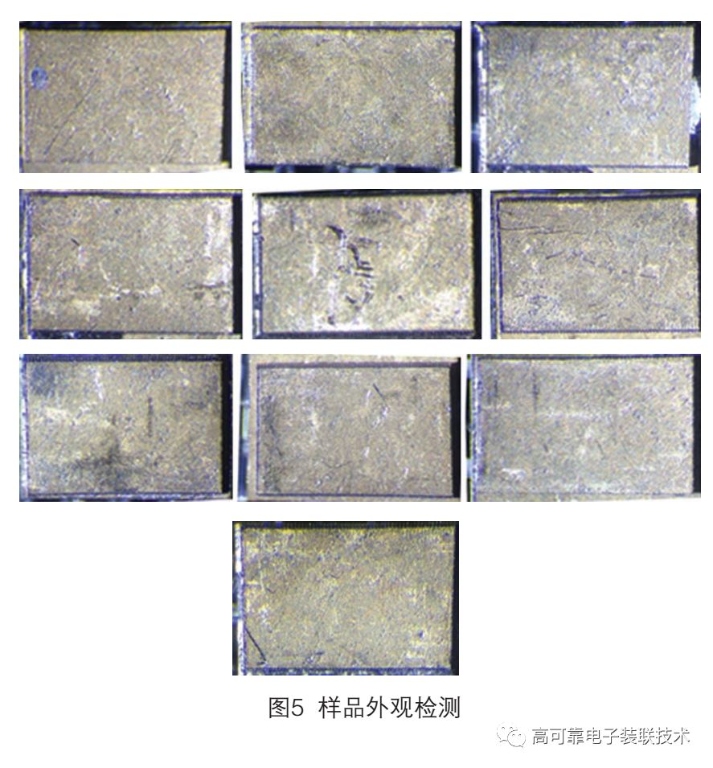
在50倍显微镜下对所有样品进行外观目检,照片如图5所示。芯片共晶焊接要求芯大于3/4以上有焊料溢出,芯片与载体结合处有圆角过度并且钎料没有漫流现象。由图5可以看出,样品1、6、8中芯片侧边完全没有焊料溢出。样品2、4、9中芯片侧边有少量焊料溢出,但是不满足三面溢出。样品3、5、7中芯片三面均有焊料溢出,但是边缘出现焊料堆积。选用优化参数焊接的样品10中芯片三面均有焊料溢出,焊料铺展,没有出现堆积,满足要求。
表4 芯片剪切强度测试

3结论
通过在MoCu载体表面进行芯片共晶焊接研究,得到以下结论:1)对焊接质量产生影响的几个因素其主次顺序为:焊接压力、焊接曲线、焊片大小;2)优化后的焊接工艺参数为:焊片大小为70%,焊接温度为320 ℃,焊接时间30 s,焊接压力为0.001 0 N/mm2;3)通过该项研究,改善了芯片焊接质量,空洞率小于1%,剪切强度大于50 N,两项指标均达到GJB548B-2005的要求,能够满足工程化应用。
参考文献
[1]庞婷,王辉.真空共晶焊接技术研究[ J ].电子工艺技术,2017,38(1):8-11.
[2]李孝轩,胡永芳,禹胜林,.微波GaAs功率芯片的低空洞率真空焊接技术研究[J].电子与封装,2008,8(6):17-20.
[3]李孝轩.微波多芯片组件微组装关键技术及其应用研究[D].南京:南京理工大学,2009.
[4]巫建华.薄膜基板芯片共晶焊技术研究[J].电子与封装,2012,12(6):4-8.
[5]姬峰,王兴茂.微波功率芯片真空共晶工艺研究[J].制造技术研究,2014,8(4):15-18.
[6]罗头平,寇亚男,崔洪波.微波功率芯片真空焊接工艺研究[J].电子工艺技术,2015,36(4):225-227.
[7]胡永芳,李孝轩,禹胜林.基于Au基共晶焊料的焊接技术及其应用[J].电焊机,2008,38(9):57-60.
免责申明:本文内容来源高可靠电子装联技术(陈帅、赵志平),文字、素材、图片版权等内容属于原作者,本站转载内容仅供大家分享学习。如果侵害了原著作人的合法权益,请及时与我们,我们会安排删除相关内容。
关键词:先艺电子、XianYi、先艺、金锡焊片、Au80Sn20焊片、Solder Preform、芯片封装焊片供应商、芯片封装焊片生产厂家、低温共晶焊料、Eutectic Solder、光伏焊带、太阳能焊带、银钎料、银基钎料、助焊膏、高温助焊剂、共晶助焊膏、高温焊锡膏、paste flux、flux paste、气密性金属封装、气密性封焊、共晶键合、激光器巴条封装、覆膜预成形焊片、热沉、heatsink、光电子器件封装、MEMS器件封装、预成型锡片、纳米银、微纳连接技术、AuSn Alloy、flux coating solder、TO-CAN封装、低温焊锡膏、喷印锡膏、银焊膏、银胶、银浆、烧结银、低温银胶、银烧结、silver sinter paste、金锡衬底、金锡焊料封装、芯片到玻璃基板贴片 (COG)、铟焊料封装、共晶焊、金锡烧结、金锡共晶烧结、金锡薄膜、金锡合金薄膜、合金焊料、金锡焊料、SMT锡片、Au50Cu50焊片、Au80Cu20焊片、Au焊片、Au88Ge12焊片、Au99Sb1焊片、Sn焊片、激光巴条金锡共晶焊、激光巴条焊接材料、背金锡、预置金锡盖板、贴膜包装焊片、金锡薄膜热沉、SMT用预成形焊片、载带式预成形焊片、IGBT大功率器件封装、锡银焊料片、锡锑焊料片、中高温焊片、异形焊料片、IGBT焊料片、先艺、焊锡片、金锡焊膏、纳米银锡膏、微组装焊料、金锡凸点、金锡bump、激光巴条共晶、Au80Sn20、AuSn Solder、晶振金锡封盖、电镀金锡、共晶贴片、铟铅焊片、铟铅合金、锡铋焊片、锡铋焊料、金锡薄膜电路

