






钎焊的原理
2015-12-28 17:17:05
知识库
7884
2015.12.26 摘自西南交通大学材料科学与工程学院
一、钎焊的原理及优缺点
1.钎焊的原理
钎焊是采用比母材熔点低的金属材料作钎料,将焊件(母材)与钎料加热到高于钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散而实现连接焊件的方法。如图1所示。
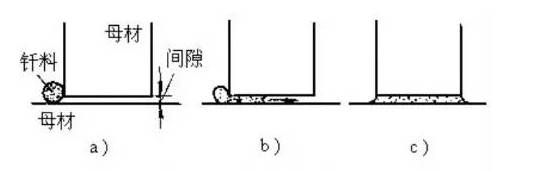
a)放置钎料,并对钎料和母材加热。b)钎料熔化,并开始流入接头间隙。c)钎料填满间隙,凝固后形成钎焊接头。
图1钎焊过程示意图
2.钎焊的优缺点
与熔焊相比,钎焊有如下特点:
(1)钎焊时,钎料熔化,焊件不熔化。焊接温度随所选用钎料不同从室温到接近母材熔化的大范围内变化。为了防止母材组织和性能变化,便可以选择熔点低的钎料进行钎焊,熔焊则没有这种选择余地。
(2)钎焊时,焊件常整体加热或钎缝周围大面积均匀加热,因此焊件的相对变形量以及钎焊接头的残余应力都比熔焊小得多,易于保证焊件的精密尺寸。
(3)钎缝主要是靠液态钎料自动填满缝隙后凝固而成,只要钎料、钎剂和钎焊方法选择得当,就可以多条钎缝或大批量的焊件同时或连续进行钎焊,生产率很高。钎焊过程很少受焊件结构的开敞性和可达性的影响。
(4)由于钎焊反应只在母材数微米至数十微米以下界面进行,一般不牵涉到母材深层的结构,因此特别有利于异种金属之间,甚至金属与非金属之间、非金属与非金属之间的连接,这是熔焊方法做不到的。
(5)钎缝的强度和耐热性都比母材金属低。为了弥补强度不足,常采用增大搭接面积来解决问题。因而钎焊接头较多地采用搭接接头使结构的重量增大,耗材较多。
二、钎焊工艺
1. 钎焊接头设计
(1)钎焊接头形式
钎焊接头形式较多,但常使用的有搭接、对接、斜接及T形接等四种基本形式。搭接的接头强度最高,其次是斜接,最差的是对接,所以承受载荷的零件,一般用搭接。对接只有在承受很小的厚壁构件中才采用。薄壁零件钎焊时,可采用锁边接头以提高接头强度及密封性。各种钎焊接头如图2所示。
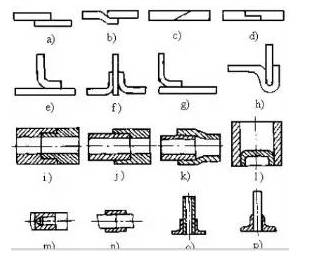
图2 各种钎焊接头
(2)搭接长度
搭接接头是钎焊常用接头,为了保证钎焊搭接接头与母材具有相等的承载能力,理论上可按下式
计算搭接长度L。搭接长度的计算公式为 。钎焊接头搭接长度如图3所示。
。钎焊接头搭接长度如图3所示。
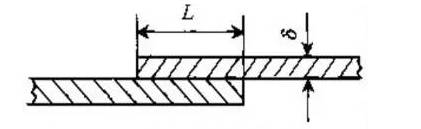
图3 钎焊接头搭接长度
在生产实践中,搭接长度通常为钎焊金属厚度3倍以上,但却较少超过15mm。因为搭接长度超过 15mm以上时,在钎焊操作时很难获得完美的钎缝。
(3)接头的装配间隙
钎焊是靠毛细作用使液态钎料填满间隙的,因此必须正确选择接头的间隙。间隙的大小很大程度上影响钎缝的致密性和接头强度。间隙太小,妨碍钎料流入,造成钎缝内夹渣或未钎透;间隙过大,破坏钎缝的毛细作用,钎料不能填满间隙。
1.钎焊前焊件的表面处理和装配
(1)焊件的表面处理
焊件钎焊前焊件的表面处理包括去油、除氧化膜及焊件表面镀覆镀层。焊件表面镀覆镀层是为改善钎料对某些基体材料表面的润湿性,为防止在钎焊过程中被严重氧化及钎料形成脆性化合物。
(2)钎焊接头的固定
设计钎焊接头时必须考虑使焊前零件的装配与定位简便而又准确。对于尺寸较大结构复杂的零件,一般采用专用夹具来定位与夹紧。这时接头设计不受限制,而对夹具则有较高的要求,如耐高温,抗氧化,具有足够的强度和刚性等。
(3)钎科的预置和定位
在接头设计时就必须确定用什么形状的钎料,以什么方式和方法向接头间隙进给钎料。通常气体火焰钎焊和烙铁钎焊钎料是在钎焊时进给的,其他钎焊方法一般都是预先把钎料安置在接头上。
3.对钎料的要求及钎料的分类
(1)对钎料的要求
钎焊时用的填充金属称钎料。由于焊件是依靠熔化的钎料凝固后而被
连接起来的。因此钎焊接头的质量与性能在很大程度上取决于钎料为了满足工艺要求和获得高质钎焊接头,钎料必须满足下列基本要求:
1)应具有合适的熔点。钎料的熔点至少应比母材的熔点低40~50℃。若两者熔点太接近,则钎焊过程不易控制,甚至可能引起母材过热或局部熔化。
2)应具有良好的润湿性,能充分填满接头间隙。
3)与母材的物理化学作用应保证它们之间形成牢固的结合。
4)成分稳定,尽量减少钎焊温度下元素的损耗;少用或不用稀贵金属 。
5)满足钎焊接头物理、化学和力学性能的要求。
(2)钎料的分类
钎料按其熔化温度范围分为软钎料和硬钎料。前者熔点在450℃以下,后者熔点在450℃以上。又根据组成钎料的主要元素把这两类又细分为各种基的钎料。 软钎料有:铋基、铟基、锡基、铅基、镉基、锌基等钎料。 硬钎料有:铝基、银基、铜基、锰基、镍基、金基、钛基等料。
4.钎剂
钎焊时使用的熔剂称钎剂(钎焊焊剂)。它是保证钎焊过程顺利进行和获得致密接头不可缺少的焊 接材料之一。
(1)钎剂的作用:
钎剂在钎焊过程中的作用。
1)清除钎科和母材表面的氧化物。
2)保护焊件和液态钎料在钎焊过程中免受氧化。
3)改善液态钎料对焊件的润湿性。
(2)对钎剂的要求
1)钎剂应能很好地溶解或破坏钎焊件和钎料表面的氧化膜。
2)钎剂的熔点和最低活化温度应稍低于(约低10 - 30℃)钎料的熔化温度。
3)在钎焊温度下应粘度小,流动性好,能很好地润湿钎焊金属和减小液态钎料的界面张力。
4)钎剂及其清除氧化物后的生成物,密度小,有利于浮在表面呈薄层覆盖住钎料和钎焊金属,有效地隔 绝空气,同时也易于排除,不致在钎缝中成为夹渣。
5)钎剂及其残渣对钎焊金属和钎缝的腐蚀性要小,其挥发物的毒性小。
(3)钎剂的分类
钎剂的分类方法很多,通常分为:软钎剂、硬钎剂、铝合金钎剂及气体钎剂等。 不同的方法,要使用不同的钎剂。
关键词:钎焊、软钎料、硬钎料、金基焊料 、银基焊料、铟基焊料、金锗焊料、金锡焊料封装、金锡焊料、Au80Sn20焊片、Au88Ge12、预置金锡盖板、铟合金焊料片、锡银铜SAC焊料片、无铅焊料、银铜焊片、Ag72Cu28、In52Sn48、铟银合金焊片、锡银铜SAC305、Sn96.5Ag3.5、Sn90Sb10、锡铅焊片、半导体高密度封装、 先艺电子、xianyi、www.xianyichina.com
广州先艺电子科技有限公司是预成型合金焊料片专业生产商,我们可根据客户的要求定制专业配比的金、银、铜、锡、铟等焊料合金,加工成预成型焊片,更多资讯请看www.xianyichina.com,或关注微信公众号“先艺电子”。

