软钎料与软钎剂-焊膏
2015-03-26 11:34:03
知识库
6171
【环球SMT与封装】特约稿 吴懿平 博士 武汉光电国家实验室 光电材料与微纳制造部 教授 华中科技大学 连接与电子封装中心 教授/博导 Email: ypwu@mail.hust.edu.cn 软钎料与软钎剂- 焊膏
【摘要】《钎焊手册》(第二版)是由北京大学张启云教授主编的一部大型手册,2008年由机械工业出版社出版。该书是一本理论和实际并重的工具书。全书以被钎焊的母材为主线,对钎焊技术进行了详尽介绍,其中包括软钎焊。本人编写了该书第二版的第四章“电子工业中的软钎焊”。该书第一版的相同章节是由哈尔滨工业大学的方鸿渊教授编写的,第二版的相关内容是在此基础上重新编写的。本刊在前三期上分别连载发表了书中有关软钎焊连接原理和软钎焊料与软钎剂的内容,本期将刊载书中有关焊膏(钎料膏)的基本内容。
焊膏又称为锡膏或钎料膏。它和药芯软钎焊丝(俗称焊锡丝)都是钎料合金与钎剂的复合体,其共同的特点是在钎焊时,钎料和钎剂是一次性同时施加上去的。本文仅向读者介绍《钎焊手册》(第二版)第四章中有关焊膏的相关内容而略去焊锡丝的内容。应该指出的是,《钎焊手册》(第二版)是在2008年出版的,而最近几年来的焊膏技术又有了飞速发展,特别是在高密度封装和芯片级封装领域使用的焊膏又有了突破性发展。另外,关于钎料(焊)粉的技术也有了很大的发展。制备各种超细无氧钎料合金粉以及粒径控制均不是难的事情了。 1 焊膏的组成与分类 焊膏是由合金钎料粉、糊状钎剂和一些添加剂混合而成的膏状体。它是一种均匀的、稳定的混合物,有一定粘性和良好触变特性。在常温下焊膏可将电子元器件初粘在既定位置,当焊膏被加热到一定温度时,随着溶剂和部分添加剂的挥发、合金粉的熔化,焊膏再流使被焊元器件与焊盘互连在一起,经冷却形成永久连接的焊点。 焊膏是表面组装技术中重要的工艺材料,品种很多,通常可按以下性能分类: (1) 合金钎料粉的熔点 最常用的焊膏熔点为179-183°C,随着所用金属种类和组成的不同,焊膏的熔点可提高至250°C以上,也可降为150°C以下,可根据焊接所需温度的不同,选择不同熔点的焊膏。 (2) 钎剂的活性 参照通用液体钎剂活性的分类原则,可分为无活性(R),中等活性(RMA )和活性(RA)三个等级,根据PCB和元器件的情况及清洗工艺要求进行选择。 (3) 焊膏的粘度 可分为低粘度焊膏、一般粘度的焊膏和高粘度焊膏等。焊膏的粘度变化范围很大,通常为100-600Pa×s,最高可达1000Pa×s以上。依据施膏工艺手段的不同进行选择。 (4) 清洗方式 分有机溶剂清洗、水清洗、半水清洗和免清洗等方式。从保护环境的角度考虑,水清洗、半水清洗和免清洗是发展的主流。 2 合金钎料粉 合金钎料粉是焊膏的主要成份,约占焊膏重量的85%-90%,它是形成焊点和实现PCB板和元器件互连的重要材料。常用的合金钎料粉有锡-铅(Sn-Pb)、锡-铅-银(Sn-Pb-Ag)、锡-铅-铋(Sn-Pb-Bi)、和无铅钎料粉锡-银(Sn-Ag)、锡-铜(Sn-Cu)、锡-银-铜(Sn-Ag-Cu)、锡-锌(Sn-Zn)等。合金钎料粉的成份和配比以及合金粉的形状、粒度和表面氧化程度对焊膏的性能影响很大。 表1给出了几种常用焊膏的金属成份、熔点范围、性质及用途。
表1 常用焊膏的金属成份、熔点范围、性质及用途 金属成份熔点范围(℃)性质与用途Sn63/Pb37183共晶中温钎料,适于常用的SMT焊接,但不适于含Ag,Ag/Pd电极的元器件Sn60/Pb40183-188近共晶中温钎料,易制造,用途同上Sn62/Pb36/Ag2179-180共晶中温钎料,易于减少Ag,Ag/Pd电极的浸析。广泛用于SMT焊接Sn10/Pb88/Ag2268-290近共晶高温钎料,适于耐高温元器件及需两次经过再流焊的SMT的第一次再流焊Sn96.5/Ag3.5221共晶高温钎料,适于要求焊点强度较高的SMA的焊接In42/Bi58138共晶低温钎料,适于热敏元器件及需要两次经过再流焊的SMT的第二次再流焊最常用的合金成份为Sn63/Pb37、Sn62/Pb36/Ag2,Sn-Ag-Cu。其中尤其值得提出的是有钱焊料中的含银体系,通常称为掺银钎料,它具有较好的物理特性和优良的焊接性能,且不具腐蚀性,适用范围极广,其熔点仅为179-180℃,且2%银的加入可提高焊点的机械强度(拉伸强度为56.6MPa),还可防止银离子在与元器件接触过程中发生迁移。尤其是多层陶瓷电容器往往具有银/钯镀层,当采用只含Sn/Pb的焊膏时,银镀层会与钎料的接触表面发生“溶蚀”现象,从而降低了焊点的结合强度。 有关焊料合金的详细资料已在本刊专稿的其他文章中介绍过,本文就不再重复介绍了。关于焊粉特别是优质超细无铅焊粉的制备技术和最新的用途等,我们也有相应的研究和产业化经验,相关的内容和最新的技术发展,将在以后的专稿中撰文介绍。 3 钎剂 在焊膏中,钎剂可以看成是合金钎料粉的载体。其主要作用是清除被焊件以及合金粉表面的氧化物,使钎料迅速扩散并附着在被焊金属表面。焊膏中钎剂的组成与波峰焊及浸焊中用的钎剂基本相同,除活性剂、成膜剂、润湿剂、稳定剂和溶剂外,为改善粘接性、触变性和印刷性,还需加入胶粘剂、增稠剂、触变剂和其它添加剂。一般占整个焊膏质量的8%-10%。钎剂的组成对焊膏的扩展性、润湿性、塌落度、粘度变化、清洗性、焊珠飞溅及贮存寿命均有较大形响。 根据焊膏的特性,焊膏中的钎剂除具备通用钎剂的基本要求外,还应具备以下特点: (1) 钎剂与钎料合金粉要能混合均匀; (2) 要采用高沸点溶剂,防止再流焊时产生飞溅; (3) 高粘度,使合金钎料粉与钎剂不会分层; (4) 低吸湿性。防止因水蒸汽引起的飞溅; (5) 氯离子含量低。 焊膏中的钎剂包括活性剂、成膜剂和胶粘剂、润湿剂、触变剂、溶剂和增稠剂及其它添加剂。 3.1 活性剂 与通用液体钎剂一样,活性剂的主要作用是去除钎料粉和被焊件表面的氧化层,使焊接时表面张力减小,增加元器件引脚和焊盘的润湿性,提高可焊性。对微细间距元器件,因为要采用小颗粒直径的钎料粉,表面积大,要求活性高,而对免清洗焊膏,为了使腐蚀性试验合格,并具的较高的表面绝缘电阻值,活性又不能太高。常用的活性剂有: 一元酸:丁酸、辛酸、C17-20饱和脂肪酸、亚油酸、油酸、对一羟基苯甲酸、对一甲氧基苯甲酸等。 二元酸:丙二酸、丁二酸、己二酸、癸二酸、苹果酸,β-羰基戊二酸、柠檬酸等。 胺:单乙醇胺、二乙醇胺、三乙醇胺、苯并三唑单乙醇胺,环己胺、四乙基氢氧化胺。 胺盐:二乙胺·HBr、二乙胺·HC1、环己胺·HBr、环己胺·HCl、二苯胍·HBr、四正丙胺·HBr、二乙醇胺·HBr。 焊膏的活性与添加的活性剂有关。活性剂量太少可能因活性差而影响焊接效果,但活性剂量过多又会引起残留量增加,甚至使腐蚀性增强,特别是对钎剂中的卤素含量更需严格控制,对免清洗焊膏,钎剂中卤素含量必须小于0.05%,甚至完全不含卤素,其活性主要靠加入有机酸来达到。 3.2 成膜剂与胶粘剂 成膜剂和胶粘剂的主要作用是防止合金钎料粉进一步氧化,并具有一定的粘接作用,有利于元器件位置的临时固定,以免发生位移。另外,对焊膏的粘度和流变性有较大影响,其含量太低会使润湿性变差,扩展率降低,并产生焊膏塌落等缺陷。但松香或合成树脂含量高又会增加焊后残留里,对免清洗焊膏不利。常用的成膜剂和胶粘剂有: 各类松香,如:普通松香、水白松香、聚合松香及改性松香;其它聚合物:环氧树脂、聚丙烯酸酯、聚丙烯酸、聚氨酯、聚丁烯、聚乙烯基丙烯酸、多聚甲醛、聚酞亚胺硅氧烷和羟乙基纤维素等。 其中有些组份兼具多种性能,如松香和聚丙烯酸既有活性又有粘接性。还起增稠作用。另外上面所列聚合物既是胶粘剂又是增稠剂。在焊膏中可根据禽要只加一种成份或两种同时加入。 3.3 触变剂与润湿剂 焊膏的触变性是指焊膏的粘度随时间、温度、剪切强度等因素而发生变化的特性。为改善触变性需加人触变剂,常用的有蓖麻油、氢化蓖麻油、蓖麻蜡、脂肪酸酰胺、羟基脂肪酸、硬脂酸盐类等。 润湿剂的作用是增加焊膏和被焊件之间润湿性,有利于合金钎料粉的扩展,具有较好的可焊性,同时对焊后残留物的清洗有利。为增加润湿性,通常加入各类表面活性剂,尤其以非离子型表面活性剂使用较多。 3.4 溶剂与增稠剂 溶剂的作用主要是溶解活性剂、成膜剂、胶粘剂、润湿剂、触变剂以及其它添加剂,使钎剂能与合金钎料粉成为均匀的混合物。除加入低沸点的溶剂外,通常还需加人高沸点溶剂起增稠作用。所用溶剂的沸点由焊膏所需干操时间的长短而确定,尤其要注意溶剂本身的吸水性不可太强。低沸点溶剂有利于焊膏干燥,但焊膏工作寿命缩短。而高沸点溶剂可相对增加焊膏工作寿命和可印性,但要控制好溶剂的挥发温度和时间,以防溶剂挥发不彻底,因飞溅而使元器件移位或产生钎料球。
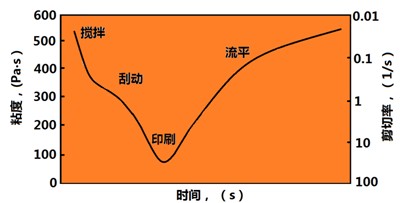
常用的溶剂有: 一元醇:乙醇、异丙醇、新戊醇、辛醇、苯甲醇、十二醇、松油醇等。 多元醇及醚:乙二醇、丁二醇、甘油、二丙二醇、山梨糖醇、乙二醇醚、2-丁氧基乙醇、二甘醇二乙醚等。 酯及其它:邻笨二甲酸二丁酯、亚磷酸二丁酯、磷酸三丁酯、二甲苯、N-甲基吡咯烷酮等。 3.5 其它添加剂 为改进焊膏的抗腐蚀性,焊点的光亮度以及阻燃性能等,有时还需在钎剂的配方中加入抗蚀剂、消光剂、光亮剂或阻燃剂等。 随着对焊膏特性的不同要求,所加钎剂成份也各不相同。对水清洗焊青,选择的钎剂成份应在水中有较大的溶解度,而对免清洗焊膏则要选择在再流焊温度条件下能挥发、升华、分解或转化的成份为好。但由于焊膏对爆剂粘接性和粘度的特殊要求,免清洗焊膏要达到焊后肉眼见不到残留物非常困难,只能要求残留物尽量少,表面绝缘电阻和离子洁净度能达到免清洗要求。 3.6 焊膏的配比 焊膏中合金焊料粉与焊剂的通用配比常为:合金焊料重量百分比为85-90, 焊剂为15-10;或合金焊料的体积百分比为60-50,焊剂为40-50。其实,根据性能需要,焊剂的重量比还可扩大至8%-20w/%。焊膏中焊剂的组成及含量对塌落度,粘度和触变性等影响很大。金属含量较高(大于90%)时,可改善焊膏的塌落度,有利于形成饱满的焊点,并且由于焊剂量相对较少可减少焊剂残留物,有效地防止焊料球的出现,缺点是印刷焊膏难度较大且焊接工艺要求更严格;金属含量较低时(小于85%),刷性好,焊膏不易粘刮刀,漏板寿命长,润湿性好,加工较易,缺点是易塌落,易出现焊料球和桥接等缺陷。对通常的再流焊工艺金属含量控制在88%-92%范围内,气相再流焊可在85%左右。对细间距元器件的再流焊,为避免塌落,金属含量可大于92%。 4 焊膏的性能 焊膏的性能参数主要有粘度、密度、熔点、触变性能和贮存性能等。 4.1 粘度 焊膏是一种流体,它具有流变性,在外力作用下能产生流动。通常将流体分为以下几种类型:牛顿(理想)流体、塑性流体、假塑性流体、膨胀流体和触变性流体。 粘度是流体的重要物理性能,以公式K=s/r来表示,即粘度定义为恒定的剪切应力(s)与恒定的剪切速率(r)之比值。若K为常数,则称为牛顿流体,而K为变量则为非牛顿流体。 焊膏属触变性流体,基本上与假塑性流体相同。当剪切速率增加时这两类流体的表观粘度都减小,只是触变性流体要经过一定时间才能返回原始粘度。当剪切速率恒定时,假塑性流体的粘度将为定值,而触变性流体的粘度将随时间增加有下降的趋势,达到平衡时才为定值。 焊膏的上述特性在印刷和再流焊过程中极为有用。焊膏在印刷时,由于受刮刀压力的作用开始流动,通过丝网或漏板的孔眼流到印制电路板上,当刮刀压力消失时。焊膏恢复到原来的高粘度状态,这样才能在PCB上留下精确的图形。在再流焊时,环境温度同样影响焊膏的粘度。图1表示在焊膏印刷时的流动特性。根据粘度变化可将印刷过程分为揽拌、刮动、印刷和流平四个阶段,见图2。
图1在恒定剪切速率下焊膏粘度随时间的变化
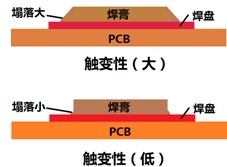
图2 印刷过程中焊膏粘度的变化 4.2 密度、合金与钎剂配比 前面已经提到,焊膏中合金钎料粉和钎剂的组成以及两者的配比对焊膏的特性有很大影响。通常在介绍焊膏时必须说明合金钎料粉的成份、配比以及钎料粉与钎剂的配比或者钎剂的含量。而焊膏的密度直观地反映了焊膏中合金粉的组成以及钎剂的含量,也可作为影响焊膏性能的重要参数。 (1) 熔点与相应的再流焊温度 焊膏的熔点主要取决于合金钎料粉的成份与配比。随着焊膏组成和熔点的不同,需采用不同的再流焊温度,而焊接效果和性能也各不相同。 (2) 合金钎料粉的形状和粒度 大多数焊膏都采用球形钎料粉,而粒度最适用的范围为200-325目,超出此范围的钎料粉以不多于10%为宜。对细间距器件的组装,需采用更细的钎料粉,其粒度为270-500目或325-500目。 4.3 触变指数和塌落度 焊膏作为触变性流体,触变指数是其重要参数。 焊膏的塌落度主要与焊膏的粘度和触变性有关,即焊膏的粘度和触变性在很大程度上控制着印刷后图形的保持特性,而且也影响着再流焊后焊膏的塌落情况,图3反映了焊膏触变指数与塌落度的关系。当触变指数高,塌落度就小,而触变指数低则塌落度。
图3 焊膏触变指数与塌落度的关系 4.4 工作寿命和贮存寿命 由于焊膏的性能,尤其是粘度随时间和室温而变化,在一定时间后,焊膏将丧失原有特性而不能使用。通常对焊膏规定了工作寿命和贮存寿命两个期限。工作寿命是指焊膏从被施加到PCB上至贴装元器件之前的不失效时间,一般要求为12-24小时,有时需达到72小时。贮存寿命是指焊膏能够不失效的正常使用之前的低温或室温保存时间,要求在2-5℃下贮存3-6个月。目前已研制出在常温下能保存3-6个月的焊膏。 5 焊膏的选用 焊膏的选用的主要依据为: (1) 焊膏的活性可根据PCB和元器件的存放时间以及表面氧化程度来决定。GB/T 15829.2-1995一般采用中等活性树脂基钎剂RMA的焊膏,如存放时间长,表面严重氧化,则可采用活性树脂基钎剂RA的焊膏。 (2) 根据不同的施膏工艺选用不同粘度的焊膏,一般注射滴涂用焊膏粘度为100-200Pa·s; 丝网印刷用粘度为100-300Pa·s;漏板印刷用200-500 Pa·s。 (3) 精细间距印刷时选用球形、细粒度焊膏。 (4) 双面再流焊时,第一面采用高熔点焊膏,第二面采用低熔点焊膏,保证两者熔点相差30-40%。以防止第一面已焊的元器件脱落。 (5) 当焊接热敏元件时,应采用含铋的低熔点焊膏。 (6) 对免清洗工艺要用不含氯离子或其它强腐蚀性化合物的焊膏;对采用水清洗工艺就要用水清洗焊膏,再用纯水或去离子水洗净残留物并干燥。 (2011年2月10日) |