






金刚石热沉与半导体器件连接技术研究现状与发展趋势
2024-01-06 13:56:40
行业新闻
465
金刚石热沉与半导体器件连接技术研究现状与发展趋势
来源/作者:代 文 林正得 易 剑
转自:集成技术jcjs
本文刊载于《集成技术》2023年第5期
代 文* 林正得 易 剑
1中国科学院宁波材料技术与工程研究所 中国科学院海洋新材料与应用技术重点实验室 浙江省海洋材料与防护技术重点实验室 宁波 315201
基金项目:国家自然科学基金项目(52102055, 5227020331, 52075527);国家重点研发计划项目(2017YFB0406000, 2017YFE0128600)
引用格式:代文, 林正得, 易剑. 金刚石热沉与半导体器件连接技术研究现状与发展趋势 [J]. 集成技术, 2023, 12(5): 27-40.
Dai W, Lin CT, Yi J. Research status and development trend of connection technology of diamond heat sink and semiconductor device [J]. Journal of Integration Technology, 2023, 12(5): 27-40.
摘要
半导体器件的集成化和小型化不可避免地导致散热问题发生。热量的持续累积威胁着电子的性能、稳定性和寿命。因此,提高电子器件的散热能力对其稳定运行至关重要。金刚石作为一种高效的散热衬底,具有众多无可比拟的优势,越来越受到人们关注。该文综述了金刚石作为半导体高功率器件热沉的研究进展,简要介绍了金刚石与半导体器件的连接方式,总结了金刚石基半导体器件面临的技术挑战,展望了其未来发展方向。
1 引 言
近年来,随着电子器件性能的快速发展,有效清除集成电路芯片(如 CPU 和 GPU)产生的热量对保证系统的持续、稳定和平稳运行越来越重要[1-3]。为承担散热这一基本任务,将器件的工作温度维持在一个理想的水平,开发高传热性能的散热材料成为目前的一个研究热点[4]。目前,主流的散热方案主要包括:聚合物基导热复合材料,如导热硅脂、导热垫和导热凝胶等[5];以高导热金属(铜、铝、银、锡等)为基础的热管、铸件和焊料[6-7];利用液体工质相变运输热量的均温板等[8]。目前,电子器件的功率急剧提高,现有的散热材料无法满足高导热、低膨胀系数、轻质、无污染等方面的需求。
碳材料(如石墨膜、石墨烯和金刚石等)因其超高的热导率和较轻的重量,可满足半导体领域对散热片的需求,现已成为半导体器件散热的首要选择之一[9]。然而,石墨烯虽然拥有超高的本征热导率(800~3 500 W·m-1·K-1),但由于其结构为 sp² 轨道杂化组成的呈六角蜂巢状的二维晶体,因此,其热导率存在各向异性,优异的传热性能只表现在面内方向,垂直方向的热导率较低[10-11]。同时,高纯度的石墨烯片尺寸较小,通常为毫米量级,无法直接使用。通过组装方式制备的石墨烯纸由于内部存在大量界面,会导致面内热导率急剧下降至 700 W·m-1·K-1 以下,面外方向降至 50W·m-1·K-1 以下[12]。此外,通过化学气相沉积(chemical vapor deposition,CVD)制备的石墨烯膜,不但成本高,而且膜层厚度较薄,强度差,容易破碎[13]。
金刚石的热导率在常温下>2 000 W·m-1·K-1,且因其优异的介电性能以及较低的热膨胀系数等诸多优异性能,是目前半导体器件的理想散热材料[14]。若要使金刚石及其薄膜在半导体散热领域获得实际应用,则需解决硅(Si)、碳化硅(SiC)和氮化镓(GaN)等半导体器件与金刚石的有效连接问题,这是限制金刚石在半导体散热领域应用的最大难点[15]。
本文回顾了金刚石与半导体器件连接技术的研究历程,总结了 Si、SiC 和 GaN 等半导体与金刚石间不同连接方式的特点,以及当前存在的主要问题。此外,探讨了 Si、SiC 和 GaN 等半导体与金刚石间连接技术的发展趋势,展望了未来可能获得应用和规模化生产的技术路线。
2 金刚石在半导体散热领域的
应用现状
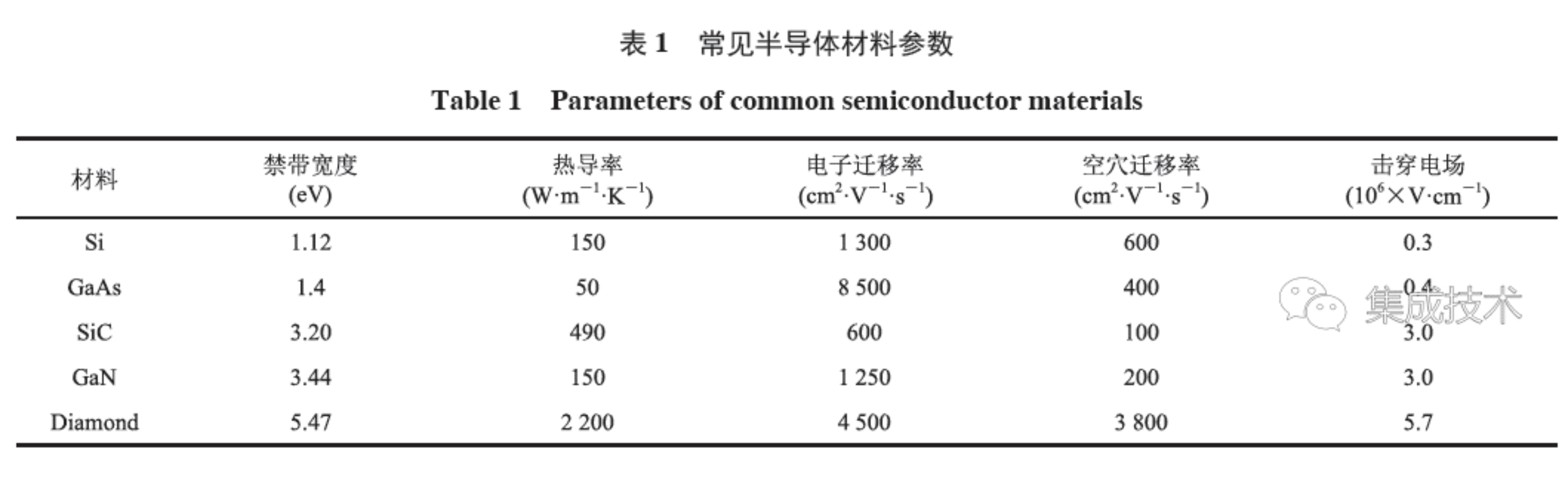
目前,常见的半导体材料有 Si、SiC 和 GaN 等,其热导率较低,通常不超过 500 W·m-1·K-1,而大功率电子器件的功率密度可达 1 000 W·cm-2,且不同功能区域之间功率密度的差异会导致芯片内部的温度分布不均,某些区域所形成的局部热点甚至是芯片平均发热功率密度的 5~10 倍。因此,需传热能力较高的散热材料将积累的热量有效导出,而金刚石是目前自然界具有最高热导率的热沉材料,有望达到理想的散热效果。如表 1 所示,金刚石较 Si、SiC 和 GaN 等半导体材料具有诸多优势,例如:金刚石的热导率超过 Si 材料的 10 倍,此外,与 GaN 相比,金刚石的载流子迁移率和击穿电场更高。因此,为提高半导体器件的散热能力,将金刚石片或膜作为热沉,已被广泛认为是未来的散热方案之一[16-19]。无论是单晶金刚石,还是多晶金刚石,其热导率均远大于其他衬底材料,可作为替代其他散热衬底材料的更优方案[20-21]。
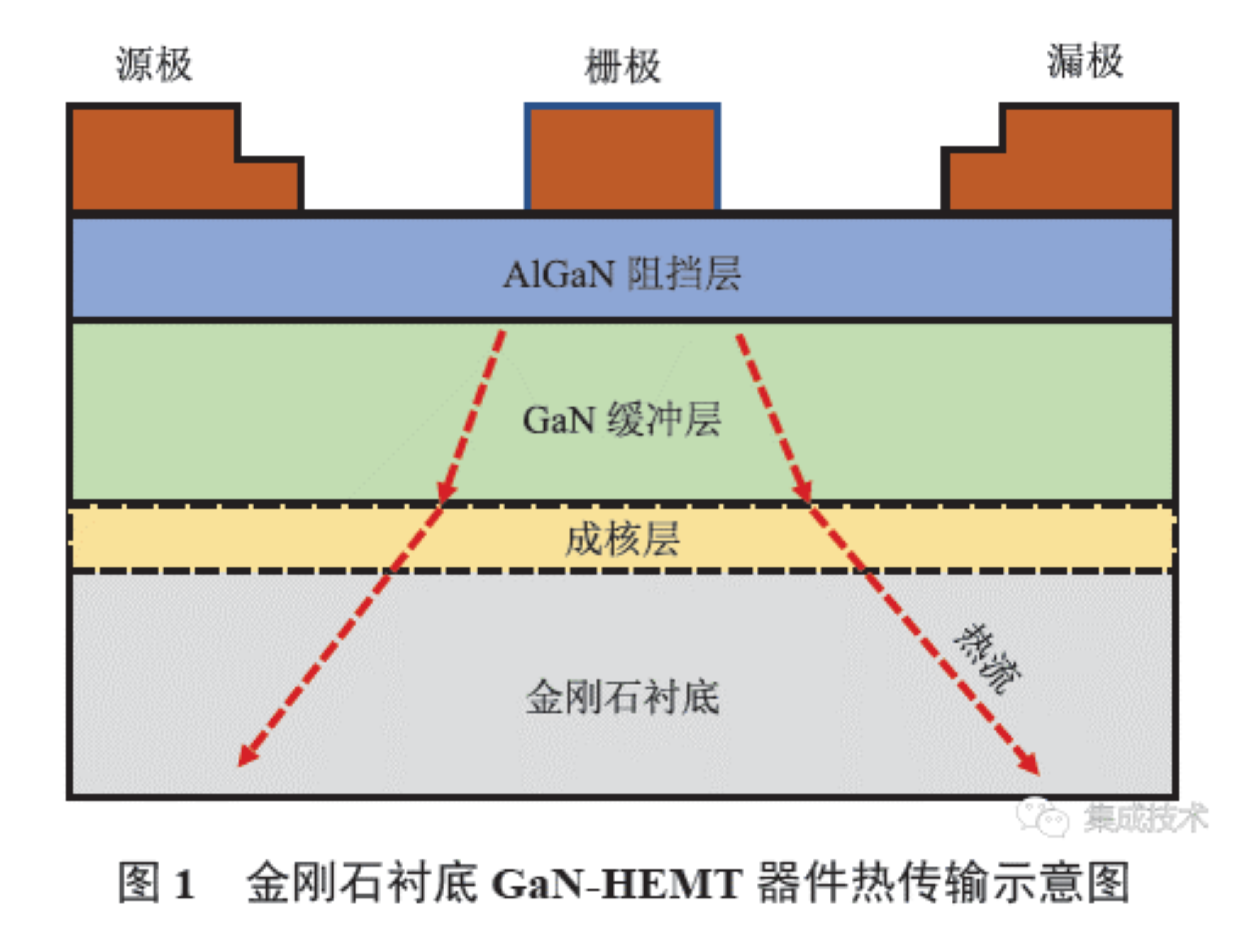
2010 年,美国率先开始了对半导体高功率器件传热散热的专题性研究,其研究目标是将半导体高功率器件工作时小范围(100 μm)产生的热量即时有效地导出,降低器件工作效率的波动,从而达到更高效率的稳定输出。这项研究的一个重要课题是,利用金刚石超高的热导率以及较低的热膨胀系数特性,将其作为 GaN 高电子迁移率晶体管(GaN high electron mobility transistor,GaN-HEMT)的散热基底,研制出输出功率更大且更稳定的金刚石基 GaN 功率器件[22]。如图 1 所示,通过 CVD 等手段,使 GaN 通道与金刚石尽可能紧密地贴合,以实现两者较低的接触热阻,使器件工作时快速散热。2017 年,日本富士通公司在 IEEE SISC2017 会议上报道了金刚石连接 SiC 基半导体高功率器件实现高效散热的成果[23]。该器件的金刚石层与 SiC 的界面热阻低至 6.7×10-8 m2·K·W-1。此外,与没有金刚石的器件相比,该器件在 10% 脉冲条件下的输出功率增加了约 30%。2019 年,粒子输运与富集技术国防科技重点实验室将 CVD 金刚石膜作为半导体激光器的封装热沉,使得器件内部热阻降低 28.4%,表现出较优异的可靠性,从而使器件的电光转换效率最大值达到 60.6%[24]。Zhao 等[25]利用银烧结技术实现了大尺寸、高表面粗糙度金刚石和硅基芯片的低热阻、高强度异质连接。该项研究还利用压力辅助 Ag 烧结方法,制备了一个大面积(27 mm×28 mm)的 Si 芯片/金刚石散热器系统。此外,在 10 MPa 的键合压力下,该项研究获得了较低的接触热阻(0.428 mm2·K·W-1)、较高的剪切强度(>50 MPa)。
3 金刚石与半导体的连接现状
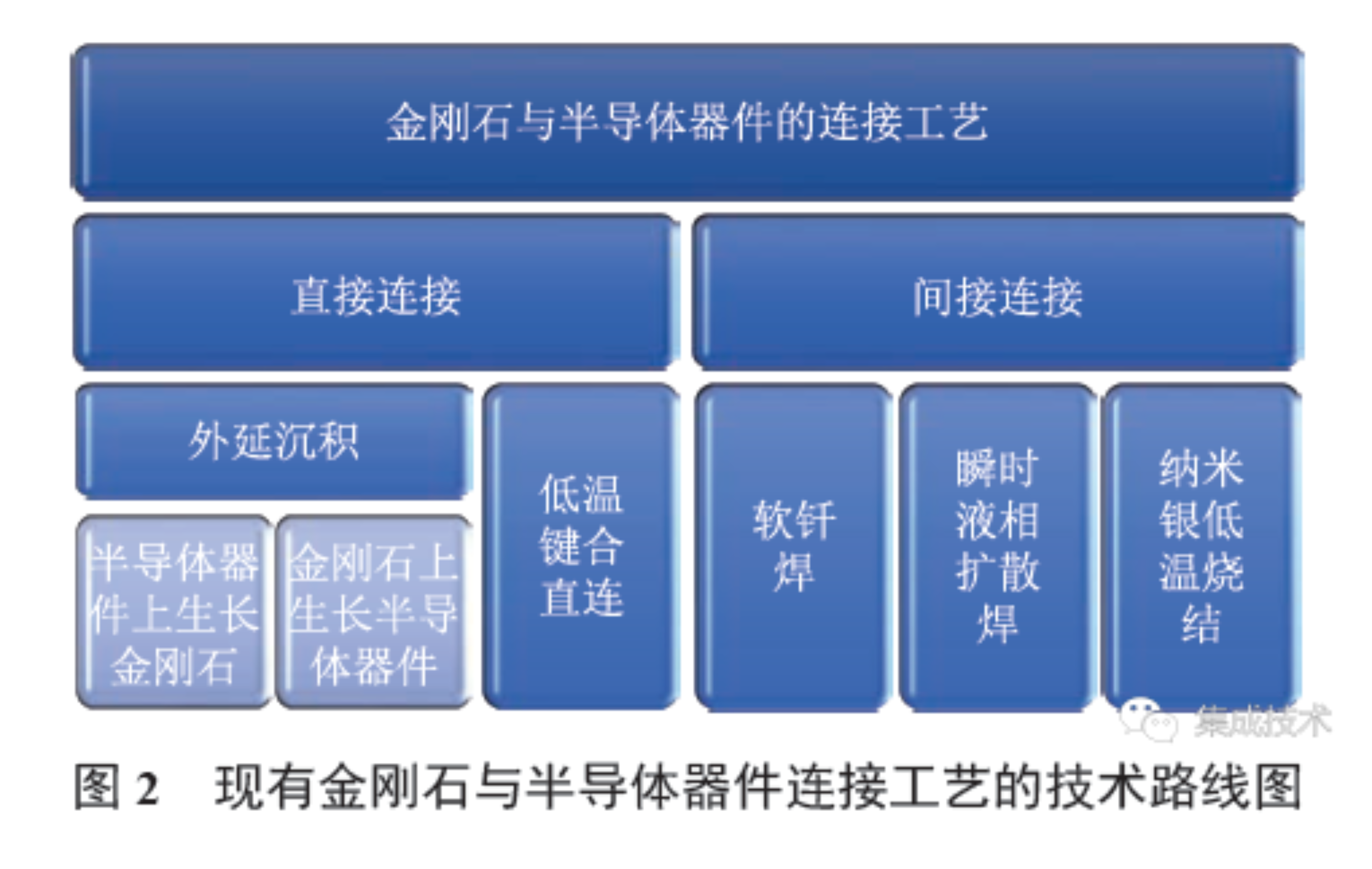
若想实现金刚石在半导体器件中的应用,首先要解决金刚石与半导体的连接问题。金刚石与半导体器件的连接方式可分为直接连接和间接连接,如图 2 所示。直接连接即金刚石和半导体的界面直接相连,间接连接即金刚石与半导体器件之间通过中间层相连。
3.1
金刚石与半导体间的直接连接
金刚石与半导体的直接连接主要通过两种方式实现:(1)金刚石与半导体间通过沉积工艺实现直接连接;(2)金刚石与半导体间通过低温键合实现直接连接。金刚石具有超高热导率,若能与半导体直接连接,则可充分发挥金刚石热导率高的特性,因此,金刚石与半导体间的直连工艺研究一直是本领域的研究热点。
3.1.1
金刚石与半导体间通过沉积工艺直连
金刚石与半导体间通过沉积工艺直连有两种形式:(1)在金刚石衬底上外延沉积 Si、SiC 和 GaN 等半导体;(2)在 Si、SiC 和 GaN 等半导体上外延沉积金刚石膜。
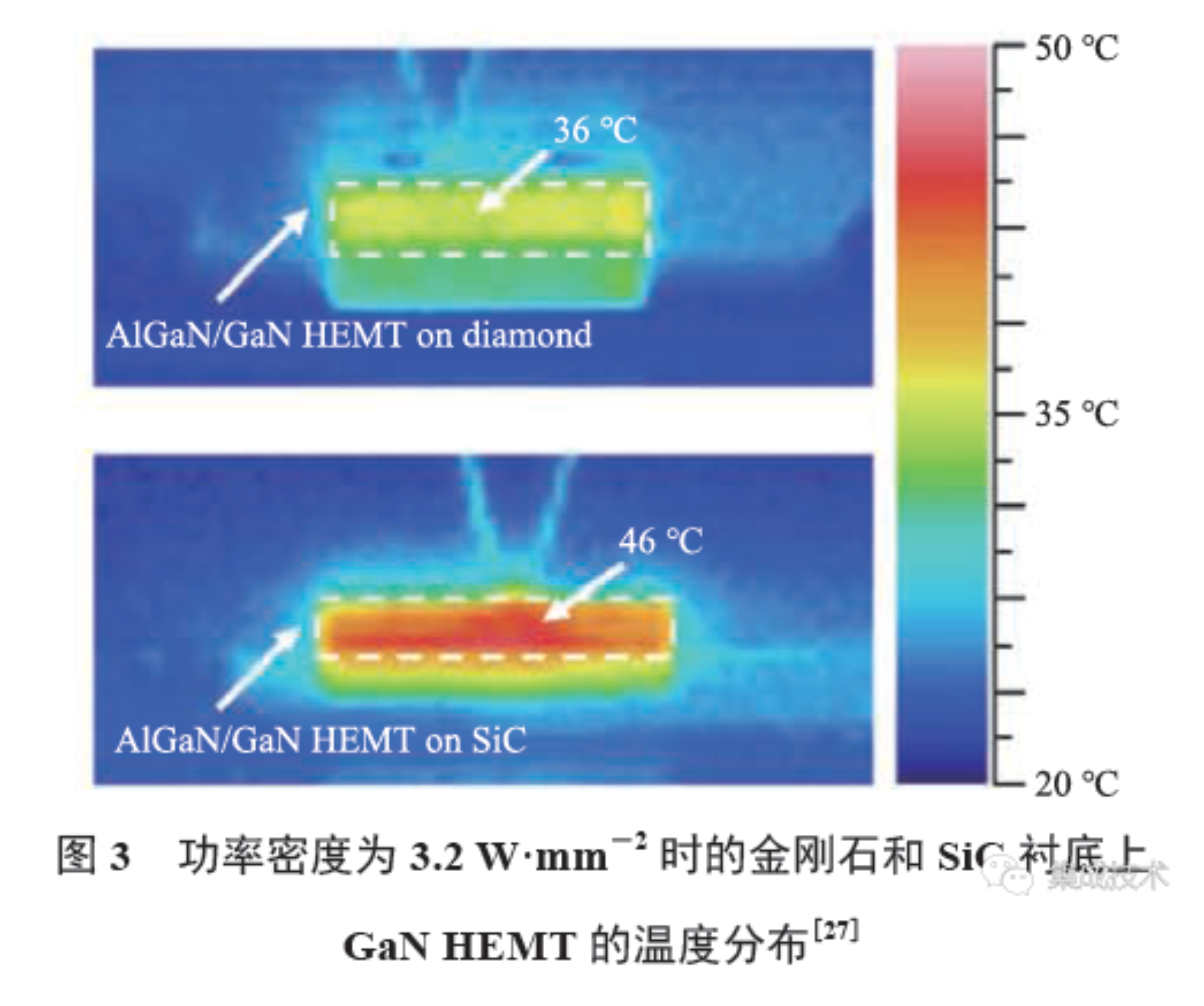
在金刚石上生长半导体器件:制备金刚石和半导体直接连接的器件,一种理想且直观的方式是在金刚石衬底上直接外延生长一层半导体,然后在此外延层上利用刻蚀等手段制备电子器件。然而,GaN 和 AlN 等氮化物半导体为六方纤锌矿结构,与金刚石的结构存在较大的差异,晶格不匹配较严重,经常导致外延层材料质量不佳,并导致电学性能差,因此,在金刚石上直接生长 GaN 较难[26]。为减少衬底和半导体层的晶格失配问题,Hirama 等[27-28]通过分子束外延(molecular beam epitaxy,MBE)、金属有机化合物化学气相沉淀等方式,在单晶金刚石(111)衬底上生长高迁移率的 AlGaN HEMT 异质结构。如图 3 所示,与传统的 SiC 衬底相比,金刚石基 AlGaN HEMT 器件在功率密度为 3.2 W·mm-2 时,温度降低了 10 ℃。此外,Kuzmik 等[29]研究了单晶金刚石上 MBE 生长 GaN/AlGaN/GaN 结构的自热效应。该项研究中所生长的金刚石热导率为 2 200 W·m-1·K-1,对外延结构的边界热阻<1×10-8 m2·K·W-1。
除晶格失配外,金刚石和 GaN 的热膨胀系数相差较大,导致 GaN 外延层生长后,样品冷却时会产生巨大的拉伸应变,这将导致外延层开裂。该问题在硅外延生长上也存在,但由于金刚石的热膨胀系数仅为硅的 1/2,因此,该情况在金刚石上更严重。此外,外延生长温度通常需要超过 1 000 ℃ 的高温,不但会使 Si、SiC 和 GaN 等外延层容易开裂,而且会使金刚石热沉基板表面石墨化,进一步使金刚石衬底和半导体层的结合力变差,从而容易直接脱落。总而言之,在金刚石衬底上直接外延生长半导体器件的方式要进入应用阶段尚需较长时间。
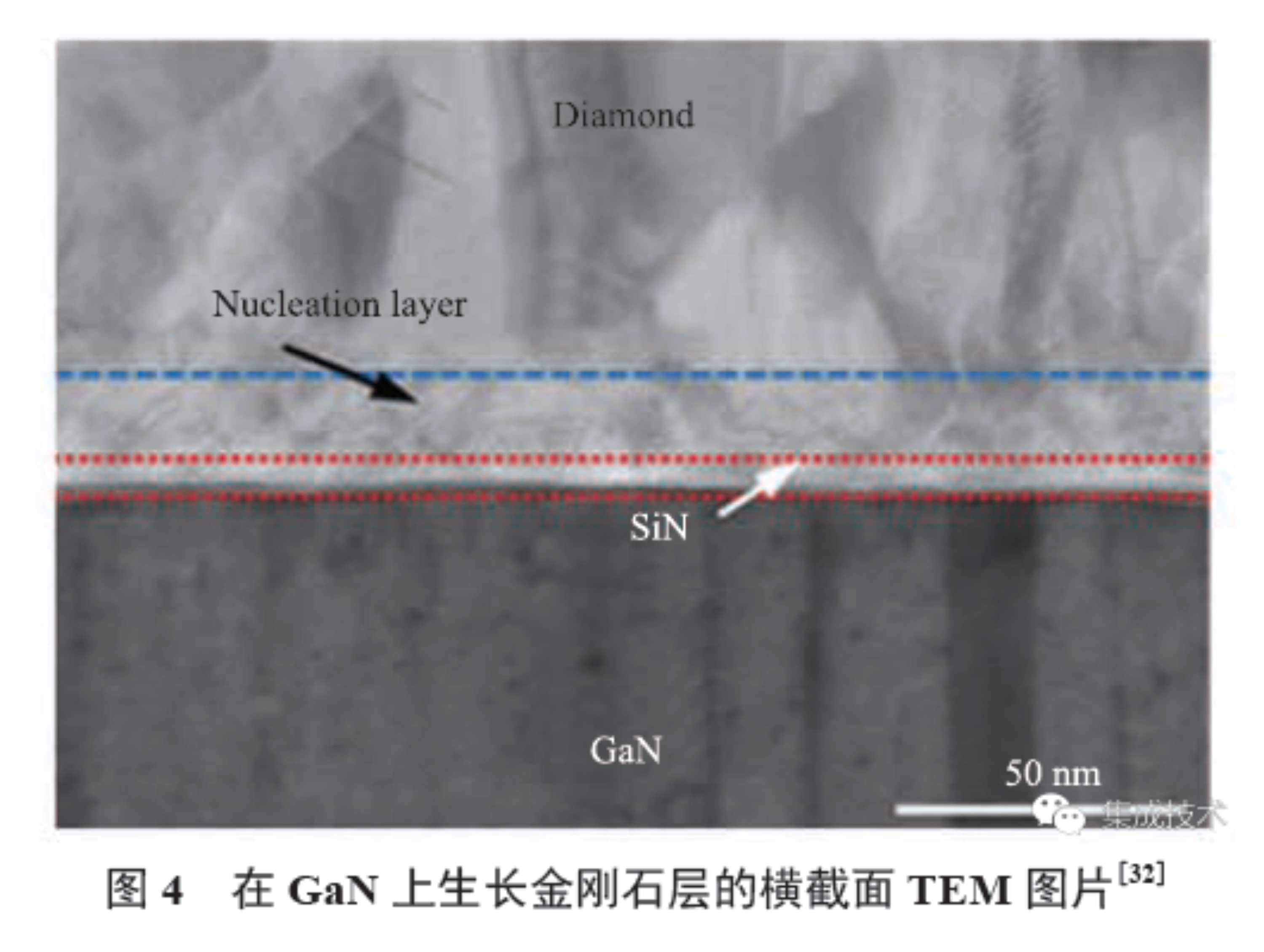
在半导体器件上生长金刚石:与上述方法相反,本方法需在制备好的半导体器件上直接沉积一层金刚石膜,由此实现金刚石和半导体器件的直接连接[30-32],如图 4 所示。2006 年,Jessen 等[33]首次据此方案在 GaN 背面直接外延生长 25 μm 金刚石层,制备出高效散热的 AlGaN/GaN HEMT 器件。
此外,在不改变原有衬底的基础上,直接在 GaN HEMT 器件正面沉积金刚石钝化层,可提高器件向上散热的能力,如图 5 所示。Alomari 等[34]在 750~800 ℃ 的生长温度范围内,在 In0.17Al0.83N/GaN HEMT 上系统地生长了一层厚度为 500 nm 的金刚石薄膜,并测得器件的最大截止频率为 5 GHz。此外,虽进行了金刚石的高温生长过程,但未观察到 HEMT 直流特性的退化或变化,证明二者的相容性良好。

然而,上述方法不能解决金刚石衬底和半导体器件的热膨胀适配问题,仍会导致外延层开裂。此外,在 Si、SiC 和 GaN 等半导体上,利用 CVD 工艺沉积金刚石散热层时,一般需要 700 ℃ 以上的高温以及高浓度的氢等离子体,而高温下,氢等离子体会严重刻蚀 Si、SiC 和 GaN 等半导体,导致其电学等性能严重下降[35]。因此,在 Si、SiC 和 GaN 等半导体结构上生长金刚石的方法难度较大。
3.1.2
金刚石与半导体间的低温键合直连
金刚石和半导体器件的另一种直接连接方式是先利用外延生长工艺在衬底上沉积半导体材料,然后去除衬底,并与金刚石衬底进行低温键合[36]。一方面,该方案避免了直接外延生长需要的高温,降低了热膨胀失配导致的高密度位错;另一方面,该方法不需要沉积金刚石的氢等离子体环境,避免了半导体器件本征性能的降低。此外,无论是聚晶金刚石,还是单晶金刚石,都可作为低温键合的热沉基板,这大大降低了制备金刚石衬底的难度。而且,半导体外延层和金刚石热沉基板因可在键合前独立制备,故可精简金刚石基半导体器件工艺。
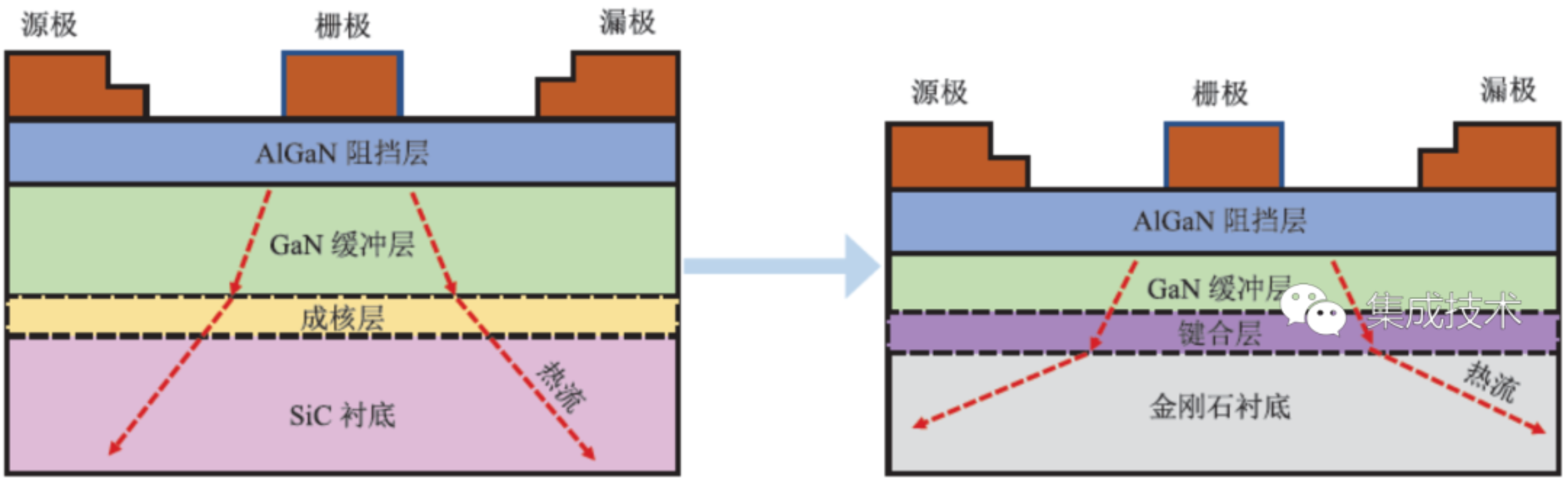
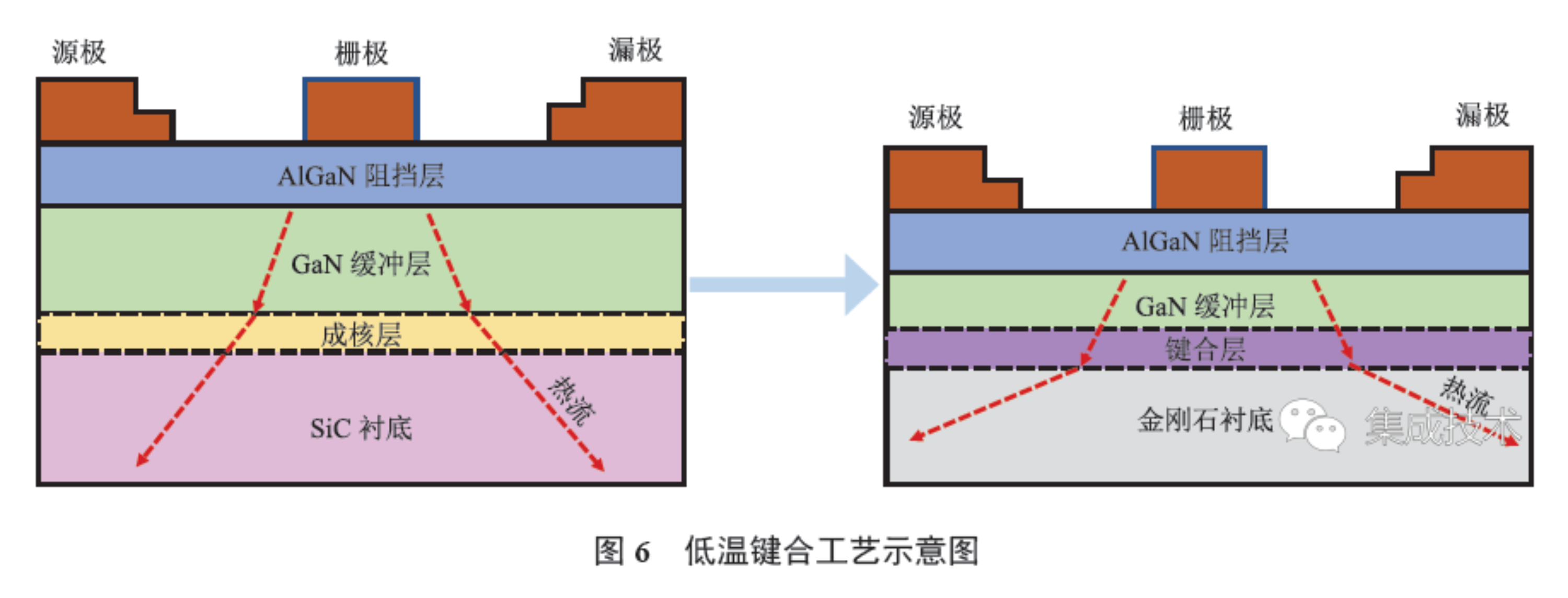
目前,金刚石基半导体器件工艺可在 300 ℃ 以下,甚至室温,进行器件的直接键合,大幅提高了半导体器件的散热能力。Chao 等于 2013 年首次报道了低温键合工艺,该工艺在 150 ℃ 以下实现了键合,最大限度地减少了不同材料之间热膨胀系数的不匹配[37-39]。如图 6 所示,在该方法中,GaN 缓冲层厚度减小,成核层被消除,SiC 衬底通过低温键合技术被高导热性的金刚石代替。通过这种设计使 GaN 器件的热源在金刚石衬底的 1 μm 内,显著降低了器件热阻。该研究以一层 SiN 作为结合界面层,其接触界面的热阻低至 2.5×10-9 m2·K·W-1 [40]。此外,南京电子器件研究所也开展了 GaN 外延层到金刚石衬底转移技术的研究,对永久键合的温度、压力、时间等工艺条件进行了优化,解决了键合层厚度变薄导致的键合质量差及转移后外延层脱落的问题,成功实现了 3 英寸(1 英寸=25.4 mm)GaN HEMT 的外延生长,以及将该器件完整转移至多晶金刚石衬底。通过连续波直流测试发现,GaN HEMT 转移到金刚石衬底上后,器件直流性能未发生明显退化,一定程度上说明了转移过程中的应力控制及键合界面热阻控制取得了成效[41]。
低温键合工艺虽然规避了外延生长的难点,但是要求金刚石热沉基板和半导体外延层表面平整、翘曲度小、表面粗糙度低(<1 nm),这对目前的加工工艺来说,挑战较大。此外,金刚石在和 Si、SiC 和 GaN 等半导体直接键合时,需施加较大的压力,但压力大小和保压时间等难以有效控制,导致试样在键合过程中易破碎,良品率较低,尤其是大尺寸的试样,更是难以实现。目前,金刚石和 Si、SiC 及 GaN 等半导体间的直接键合工艺还在实验室探索阶段,仅在毫米尺度的小尺寸芯片上获得过成功,还无法大规模应用。
综合来看,上述两种 Si、SiC 和 GaN 等半导体和金刚石间的直接连接技术存在一系列问题:无法避免外延生长工艺的高温导致的半导体器件性能和稳定性的破坏;金刚石衬底和半导体器件的热膨胀失配以及高压大幅度降低了器件的成品率。要想实现 Si、SiC 和 GaN 等半导体与金刚石的直接连接,还有较长的路要走,一些关键技术难点待解决。
3.2
金刚石与半导体间的间接连接
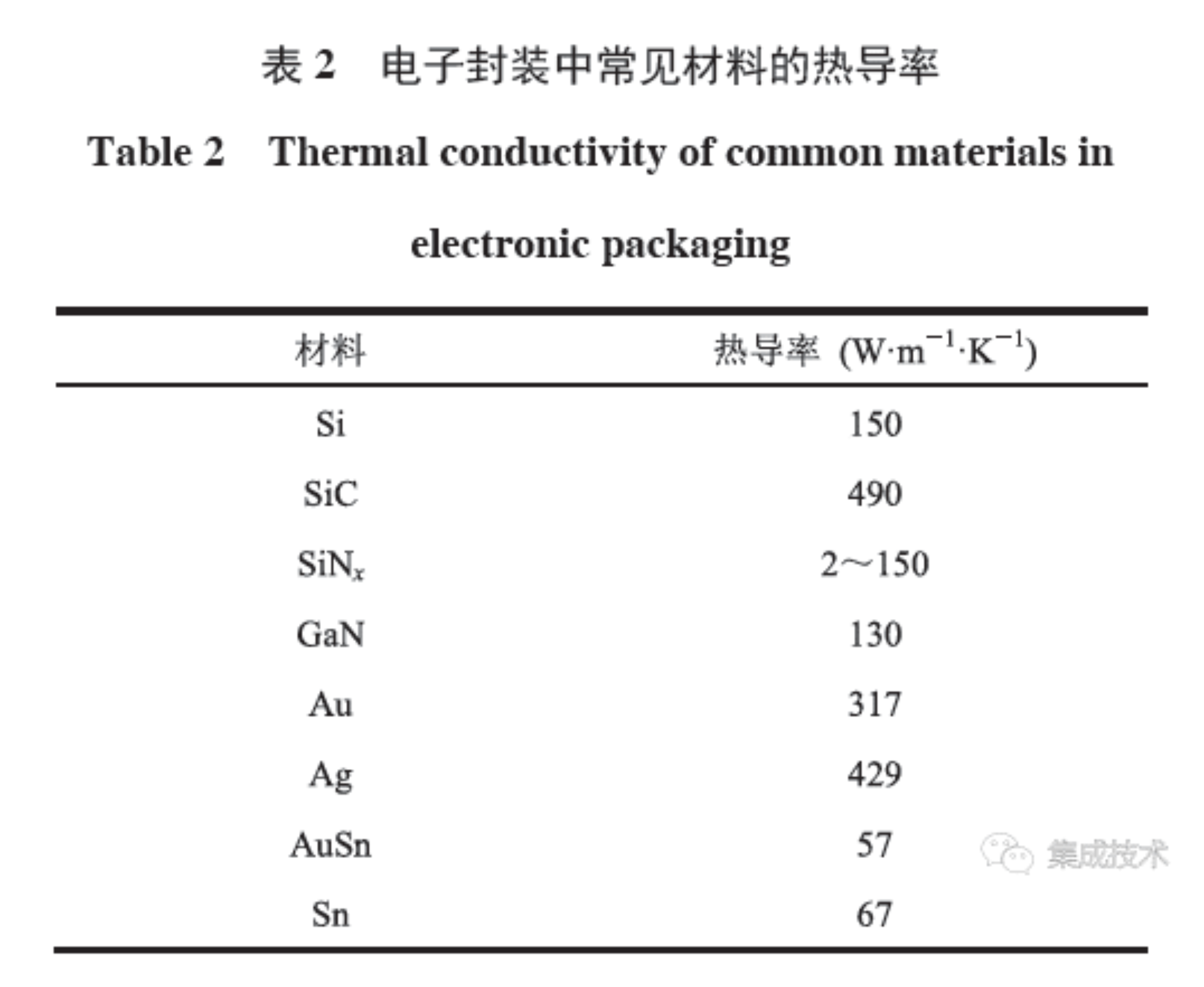
Si、SiC 和 GaN 等半导体与金刚石间的间接连接主要通过中间层进行连接,常见的中间层主要是 Sn、Ag 等金属层。虽然金刚石散热片最理想的应用方式是与芯片直连,但在现有的直连工艺下,金刚石与芯片间均或多或少存在一些中间界面层。例如:通过沉积工艺直连中的 SiNx 中间层,晶片直接键合中的 Si 或 SiC 中间层等。如表 2 所示,这些中间层的热导率较低,降低了金刚石的散热效果。与之相比,一些金属的热导率较高。利用金属进行芯片与基板间的连接,进而进行电子封装,在半导体行业是一种较成熟的工艺。
软钎焊:在电子封装中,软钎焊是芯片与热沉基板连接的常用工艺。目前,根据焊料是否含铅元素,可将焊料分为锡铅焊料和无铅焊料[42-43]。出于环保考虑,目前的锡铅焊料正被逐渐淘汰。无铅焊料以锡为基体,添加 Ag、Cu、Zn、In、Bi 和 Au 等金属元素。目前,锡基无铅合金的熔点一般低于 230 ℃,对于回流温度大于 260 ℃ 的芯片封装工艺而言,钎焊处易开裂和液态金属外流产生污染,导致器件损坏。而常见的 Sn-Au 二元共晶合金的熔点约为 280 ℃,对许多芯片而言,焊接温度过高。因此,目前常用的软钎焊焊料对于一些要求焊接温度低、回流温度高的电子封装来说,均不合适。
瞬时液相扩散焊:在被连接基体中间,使用一种低熔点的中间层,依靠其扩散,形成高熔点的金属间化合物,并实现键合[44-46]。与传统连接技术相比,瞬时液相扩散焊由于能够产生更优异的黏结特性,因而受到广泛关注[47]。然而,此工艺的界面处原子扩散速率较慢,不利于实际应用。目前,利用纳米技术降低焊料的晶粒尺寸,可降低晶粒的结合时间,减少扩散层的厚度,起到快速连接的作用。当 Au 的质量百分数为 80%、Sn 的质量百分数为 20% 时(以下简称 “Au80Sn20”),金锡共晶合金的熔点为 280 ℃。因此,对于常见的金锡焊接而言,现有的焊接工艺均在 300 ℃ 下获得共晶合金 Au80Sn20。对于 SiC 和 GaN 等高温半导体来说,300 ℃ 的焊接温度可接受,而对于超高集成度的硅半导体器件而言,则难以接受,必须降低金锡焊的焊接温度。利用纳米技术和真空烧结工艺,瞬时液相扩散焊技术有望实现共晶合金 Au80Sn20 的低温焊接,即纳米 Au 和纳米 Sn 在温度低于 240 ℃ 时发生反应,生成共晶合金 Au80Sn20,实现芯片的有效连接。因此,改良后的瞬时液相扩散焊技术不仅有金锡焊的优点,还降低了传统金锡焊的熔点和反应时间,有望在未来的电子封装中获得重要应用[48-49]。
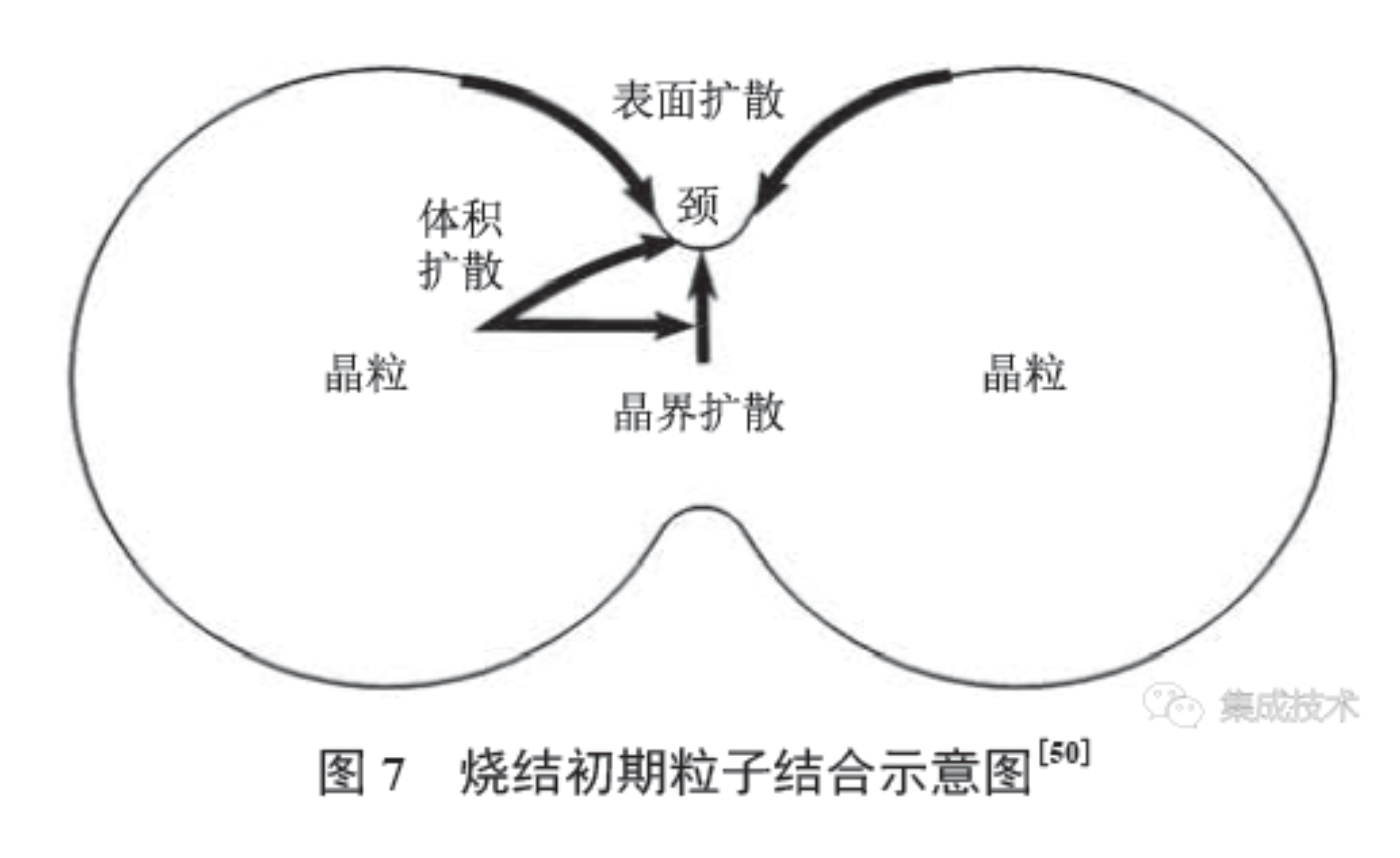
纳米银低温烧结:这是一种实现对微米及以下尺度银颗粒在 300 ℃ 以下进行烧结的技术。根据经典的烧结双球模型理论,在烧结的初始阶段,两个接触的球体颗粒会产生烧结颈,并通过短颈部连接。表面张力使凹、凸表面处的蒸气压 P 分别低于和高于平面表面处的蒸气压 P0,并可用开尔文公式表达:![]() 。因此,物质会从蒸气压高的颗粒凸形表面蒸发,向凹形颈部迁移和凝聚,从而使颈部逐渐被填充,实现颗粒间的烧结。且颗粒尺寸越小,由曲率引起的烧结驱动力越大。纳米银颗粒拥有极高的比表面积和巨大的表面能,然而,表面能越高,粒子越不稳定。因此,粒子间发生接触时,原子通过扩散消除表面,以减少总自由能,如图 7 所示[50]。故纳米银可以在较低的温度下,以原子扩散的方式,与热源和散热基板的表面形成较强的结合力,实现低温烧结,高温使用。此外,纳米银晶粒间易相互结合,使晶粒长大,晶界减少,形成良好的导热通路。近年来,随着大功率芯片的发展,纳米银在大功率 SiC 和 GaN 芯片连接方面获得了较大应用。
。因此,物质会从蒸气压高的颗粒凸形表面蒸发,向凹形颈部迁移和凝聚,从而使颈部逐渐被填充,实现颗粒间的烧结。且颗粒尺寸越小,由曲率引起的烧结驱动力越大。纳米银颗粒拥有极高的比表面积和巨大的表面能,然而,表面能越高,粒子越不稳定。因此,粒子间发生接触时,原子通过扩散消除表面,以减少总自由能,如图 7 所示[50]。故纳米银可以在较低的温度下,以原子扩散的方式,与热源和散热基板的表面形成较强的结合力,实现低温烧结,高温使用。此外,纳米银晶粒间易相互结合,使晶粒长大,晶界减少,形成良好的导热通路。近年来,随着大功率芯片的发展,纳米银在大功率 SiC 和 GaN 芯片连接方面获得了较大应用。
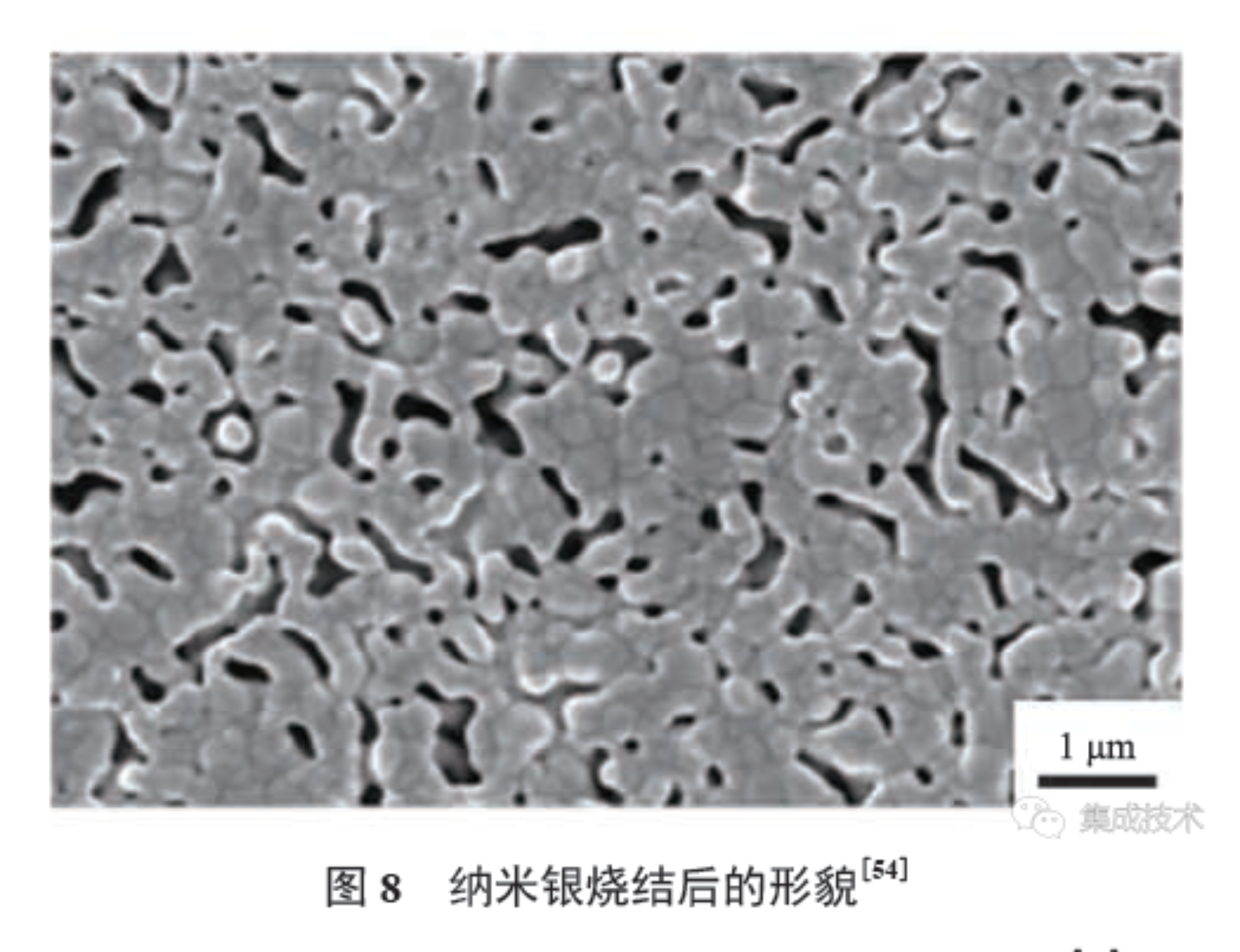
纳米银低温烧结技术起源于 20 世纪 80 年代末期,Schwarzbauer[51]利用商业烧结银膏将电子元器件与散热衬底焊接在一起,此外,还通过施加压力的方式来降低银膏的烧结温度。Göbl 等[52]、Amro 等[53]的研究表明,当施加 40 MPa 的压力时,焊接温度可降至 250 ℃,致密度可达 80%,银膏得到良好的热、电性能。然而,随着银颗粒的尺寸不断减小,颗粒间的团聚越来越严重。此外,银膏在烧结过程中可能会开裂。因此,除银纳米粒子外,银膏通常会添加分散剂、黏结剂和稀释剂等 3 种有机组分。分散剂可减少银纳米粒子的团聚;黏结剂可在一定程度上提高银纳米颗粒的结合力;稀释剂用于调节银膏流动性,适应不同的工况需求。有机溶剂虽有助于烧结,但在烧结中,完全排出较难,易产生孔洞(图 8)[54],因此,常需施加压力,减少烧结时产生的孔隙,并为烧结提供额外的驱动力。然而,半导体功率材料通常无法承受较高的应力,否则会使其出现开裂等情况,降低器件的成品率。实际上,目前的纳米银烧结方案因其高压需求,仅适用于尺寸小于 4 mm×4 mm 的烧结表面[55]。
为推动纳米银在大面积芯片封装中的应用,研究者进行了大面积芯片的纳米银连接工艺研究。李元[56]对比了无压烧结和加压烧结 10 mm×10 mm 硅试样的剪切强度,结果表明,1.5 MPa 的压力可使接头强度从 18 MPa 升至 35 MPa。但烧结工艺较苛刻,为 265 ℃ 保温 30 min,这对于大多芯片连接来说,难以接受。杨雪[57]研究了不同压力和温度对烧结的影响,发现温度和压力的增加有助于接头强度的提高,但对于部分芯片连接来说,250 ℃ 和 10 MPa 以上的压力工艺参数较苛刻。赵柯臣等[58]用纳米银连接了 10 mm×10 mm 的多晶金刚石,通过改变烧结工艺,可较好地排出有机物,但若想获得较致密化的烧结界面,则仍需加载大于 5 MPa 的压力。Chen 等[59]利用自制的纳米银焊接了 15 mm×15 mm 的硅芯片,发现其剪切强度高达 25 MPa,但焊接层的孔洞较大,高达几微米,且整个工艺较苛刻:250 ℃ 烧结 1 h,并需要研磨抛光。Hirose 等[60]利用还原反应制备了纳米银,实现了金属间的高强连接,试样的抗拉强度可达 60 MPa,烧结温度为 250 ℃,压力为 5 MPa。
为提高银膏的烧结性能,研究者在纳米银膏的配方组成和制作过程上进行了较多改进。常浩[61]利用超声辅助和高速搅拌等手段,制备了银的质量百分数为 80%~90% 的纳米银膏,但较好的烧结工艺参数为 250 ℃、加压 5 MPa,并未实现更低的温度和无压烧结。热重分析实验表明,当温度大于 250 ℃ 时,试样有失重,说明接头处有有机物分解,若想获得好的结合强度,则银膏的烧结温度应大于 250 ℃。
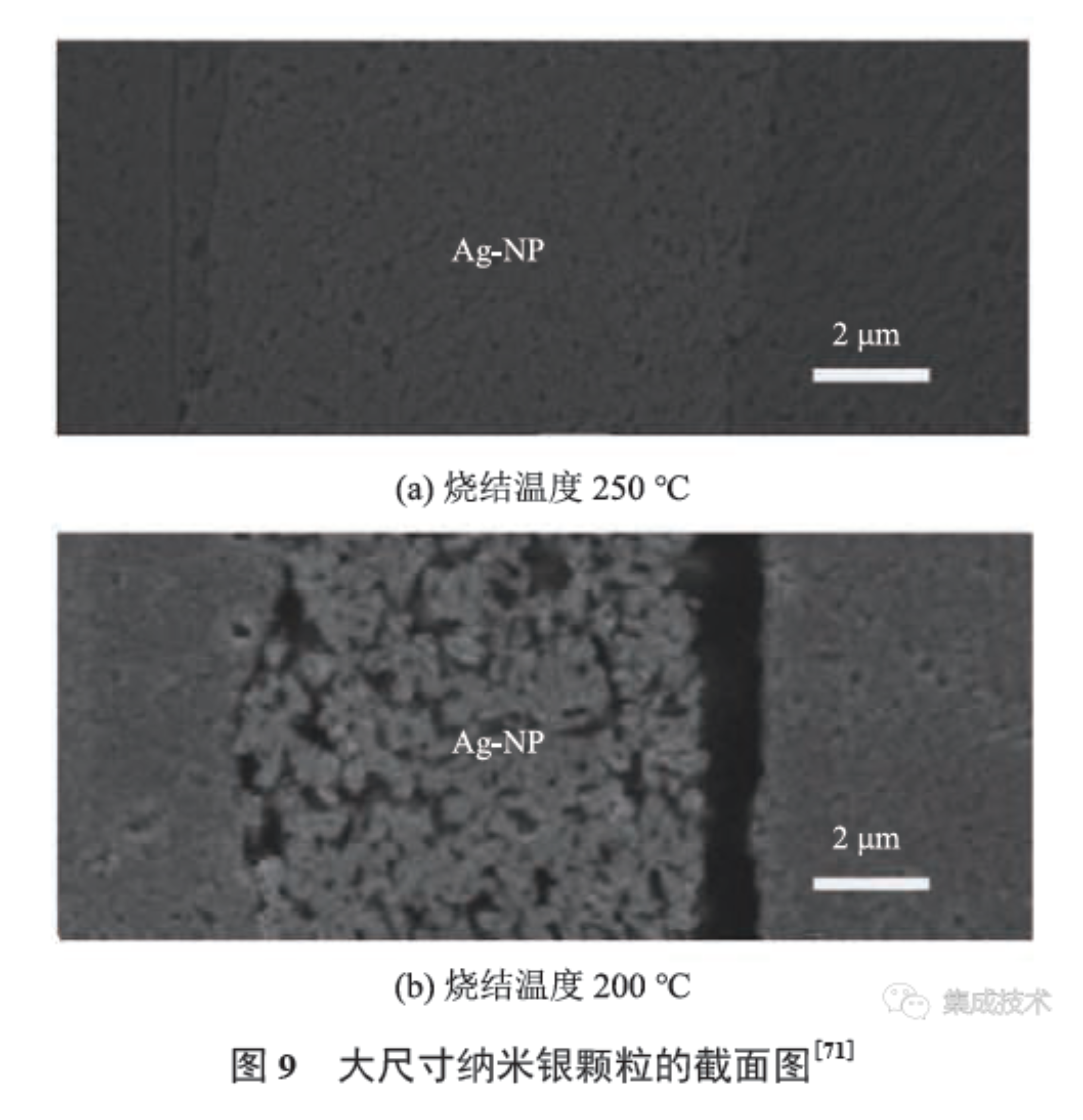
一般来说,大尺寸(>5 μm)银颗粒或银片烧结出来的银焊层致密度低,且所需的压力通常大于 15 MPa,极易损伤器件;中等尺寸(1~5 μm)的银颗粒焊膏所需的压力较小(5~15 MPa),但依然容易损伤器件;而小尺寸的银膏颗粒尺寸低至几十纳米,烧结后,银层致密度高,对器件的损伤小[62-69]。目前,银烧结材料的颗粒尺度正逐渐由微米尺度向纳米或微-纳米混合尺度方向发展。Kähler 等[70]用微-纳米混合银膏连接硅芯片和陶瓷基板,结果表明,与纳米银膏和微米银膏相比,微-纳米混合银膏的孔隙率较低,可在 230 ℃ 实现较好的连接。Yu 等[71]研究了不同尺寸的纳米 Ag 颗粒的加压烧结工艺,结果表明,尺寸较大的 Ag 颗粒在低温下难以实现烧结,且烧结后热阻较大,只有烧结温度≥250 ℃ 时,纳米银才有较好的烧结界面,微观形貌如图 9 所示。
从目前的研究来看,大功率 SiC 和 GaN 等芯片的封装温度和使用温度均较高,通常大于 250 ℃,因此,纳米银膏可成功应用于 SiC 和 GaN 等芯片连接。但硅芯片的封装温度和使用温度较低,常规的纳米银需加压烧结,且烧结温度>250 ℃,无法在硅芯片的连接上使用。针对硅芯片的大面积低温连接,需开发低温低压,甚至低温无压的大面积纳米银烧结工艺。而纳米银的大面积低温无压和低温低压烧结技术是纳米银烧结工艺中的一大挑战,也是其研究的热点和难点。因此,实现低温低压,甚至低温无压烧结是纳米银在大面积硅芯片领域的应用关键,也是未来的研究方向[72]。
4 总结与展望
目前,金刚石热沉与半导体器件连接技术领域的关键是,如何实现高可靠性、高效率、低成本的大面积金刚石与半导体芯片的连接。尤其是在高功率、高温、高频、高压等极端环境下,如何保证金刚石与半导体芯片连接的稳定性和可靠性是一个重大挑战。当前,就 Si、SiC 和 GaN 等半导体芯片与金刚石的连接而言,无论是直接连接,还是间接连接,均存在不同的问题。在直接连接工艺中,半导体芯片与金刚石的低温直接键合工艺前景较好,但该工艺对金刚石的表面研磨抛光工艺和加压键合设备要求高,就目前的工艺和设备水平,难以做到高良品率,尤其是对 10 mm×10 mm 以上的大面积芯片来说,目前的直接键合工艺还不成熟。
在间接连接工艺中,利用瞬时液相扩散焊和纳米银低温烧结实现半导体芯片与金刚石的间接连接,是现实可行且能工业化的连接工艺,且和现有的半导体封装工艺兼容,是目前最有希望能直接规模化应用的工艺。然而,现代半导体芯片,尤其是硅芯片的集成度越来越高,封装温度越来越低,使现有的瞬时液相扩散焊和纳米银低温烧结必须向更低温度和无压烧结发展。
为突破这些技术瓶颈,可考虑从以下几个方面入手:(1)优化金刚石表面研磨抛光工艺,探索金刚石热沉材料的新型表面处理技术,提高直接键合工艺的良品率和可靠性;(2)开发适用于大面积芯片的加压键合设备,通过提高键合设备的加压能力、控制键合温度和压力等参数,实现高可靠性、高效率的直接键合;(3)优化间接连接工艺,探索新型间接连接工艺材料,研究新型的瞬时液相扩散焊和纳米银低温烧结技术,提高连接的稳定性和可靠性;(4)推动半导体芯片制造技术的发展,研发具有更高温度稳定性和可靠性的半导体芯片,以满足金刚石热沉应用的需求。纳米技术和超高真空烧结等优化工艺将最有可能实现半导体芯片与金刚石的大面积低温低压或低温无压连接,从而大幅提高这些半导体芯片的散热能力,为新一代大功率高集成的半导体芯片封装奠定技术基础。
从国家战略发展角度来看,金刚石热沉因其一些独特的物理与化学性质(高热导率、高耐磨损性、高化学稳定性等),在高功率半导体器件、光电子器件、能源、航空航天等领域具有广泛的应用前景。加快金刚石热沉技术的研发和产业化将有助于提高国家的前沿技术竞争力和产业水平,以及推动我国经济转型和创新发展。
//参考文献 略
免责申明:本文内容来源/作者:代 文 林正得 易 剑,转自:集成技术jcjs。文字、素材、图片版权等内容属于原作者,本站转载内容仅供大家分享学习。如果侵害了原著作人的合法权益,请及时与我们联系,我们会安排删除相关内容。本文内容为原作者观点,并不代表我们赞同其观点和(或)对其真实性负责。
先艺电子、XianYi、先艺、金锡焊片、Au80Sn20焊片、Solder Preform、芯片封装焊片供应商、芯片封装焊片生产厂家、光伏焊带、银基钎料、助焊膏、高温助焊剂、高温焊锡膏、flux paste、陶瓷绝缘子封装、气密性封装、激光器巴条封装、热沉、heatsink、IGBT大功率器件封装、光电子器件封装、MEMS器件封装、预成型锡片、纳米银、纳米银膏、AMB载板、微纳连接技术、AuSn Alloy、TO-CAN封装、低温焊锡膏、喷印锡膏、银焊膏、银胶、银浆、烧结银、低温银胶、银烧结、silver sinter paste、Ceramic submount、预涂助焊剂焊片、气密封装焊料、气密性封焊、金锡热沉、金锡衬底、金锡焊料封装、芯片到玻璃基板贴片 (COG)、铟焊料封装、共晶焊、金锡烧结、金锡共晶烧结、共晶键合、金锡薄膜、金锡合金薄膜、合金焊料、金锡焊料、Au50Cu50焊片、Au焊片、Au88Ge12焊片、Au99Sb1焊片、Sn焊片、激光巴条金锡共晶焊、激光巴条焊接材料、背金锡、金锡盖板、金锡壳体、预置金锡壳体、预置金锡盖板、预涂焊料盖板、贴膜包装焊片、覆膜预成形焊片、金锡薄膜热沉、钨铜金锡热沉、SMT用预成形焊片、载带式预成形焊片、锡银焊料片、锡锑焊料片、中高温焊片、异形焊料片、IGBT焊料片、焊锡片、预成型锡片、金锡焊膏、纳米银锡膏、微组装焊料、金锡凸点、金锡bump、激光巴条共晶、Au80Sn20、AuSn Solder、晶振金锡封盖、电镀金锡、flux coating solder、共晶贴片、铟铅焊片、铟铅合金、锡铋焊片、锡铋焊料、金锡薄膜电路、ALN热沉、氮化铝热沉、碳化硅金锡热沉、SiC金锡热沉、金刚石热沉、硅基热沉、CMC热沉、CPC热沉。
广州先艺电子科技有限公司是先进半导体连接材料制造商、电子封装解决方案提供商,我们可根据客户的要求定制专业配比的金、银、铜、锡、铟等焊料合金,加工成预成形焊片,提供微电子封装互连材料、微电子封装互连器件和第三代功率半导体封装材料系列产品,更多资讯请看www.xianyichina.com,或关注微信公众号“先艺电子”。

