






封装体叠层中堆叠焊球的可靠性研究
2023-08-16 11:39:29
行业新闻
444
封装体叠层中堆叠焊球的可靠性研究
转自:半导体封装工程师之家;作者/来源于:海绵宝宝的耳朵
张旻澍宋复斌
(厦门理工学院材料科学与工程学院天弘科技有限公司)
摘要:
针对封装体叠层中的堆叠焊球进行了有限元建模和应力分析,评估了TMV堆叠焊球这种新型焊接方式可能带来的可靠性隐患。通过仿真结果发现,堆叠焊球的应力集中比底部焊球更加严重,这说明热疲劳失效更容易发生在塑封胶穿孔中的堆叠焊球上,而原本针对底部焊球的可靠性测试标准则需要做出新的调整。此外,在两种不同的堆叠焊球成型中,雪人式焊球的应力集中比较水桶状焊球更加严重。通过参数研究可以发现,紧缩区域的宽窄程度是造成雪人式焊球应力集中的关键因素。
封装体叠层(PoP)技术是目前工业界主流的三维封装技术之一,然而电子元器件本身的热翘曲容易造成PoP上层器件与下层器件之间的冷(虚)焊。因此,塑封胶穿孔式焊接(TMV)大量运用在PoP中。它一方面作为PoP上下层器件的主要连接方式,另一方面可以有效控制PoP的热翘曲。然而,比较传统球栅阵列器件(BGA)的焊球来看,这种新型的TMV堆叠焊球在成型过程、焊球形状和焊球体积等方面都有很大的区别。传统BGA焊球无论是在质量检测(如推拉力测试等),还是在长期可靠性分析上(如加速温循测试、跌落测试等),都有大量的研究数据和工业测试标准。可是PoP技术近年来才广泛应用于工业生产中,其TMV中堆叠焊球的可靠性报告很难找到。目前,工业界仍然沿用传统的可靠性测试标准,这大大增加了PoP的可靠性隐患。因此,为了弥补这方面空白,笔者选取了某款工业用PoP器件,并针对TMV堆叠焊球的可靠性进行初步而全面的分析。
1堆叠焊球的球型分析
运用了TMV技术的PoP示意图如图1所示,它的表面贴装过程如图2所示。首先,下层器件的底部焊球涂抹助焊剂后放置于PCB板上。其次,再在下层器件上堆叠上层器件,然后一起通过回流焊。其中,上层器件的底部焊球对应摆放在下层器件TMV中的焊球上,通过这样堆叠焊球的方式,完成上下器件的连接。最后,为底部器件注入填充胶。

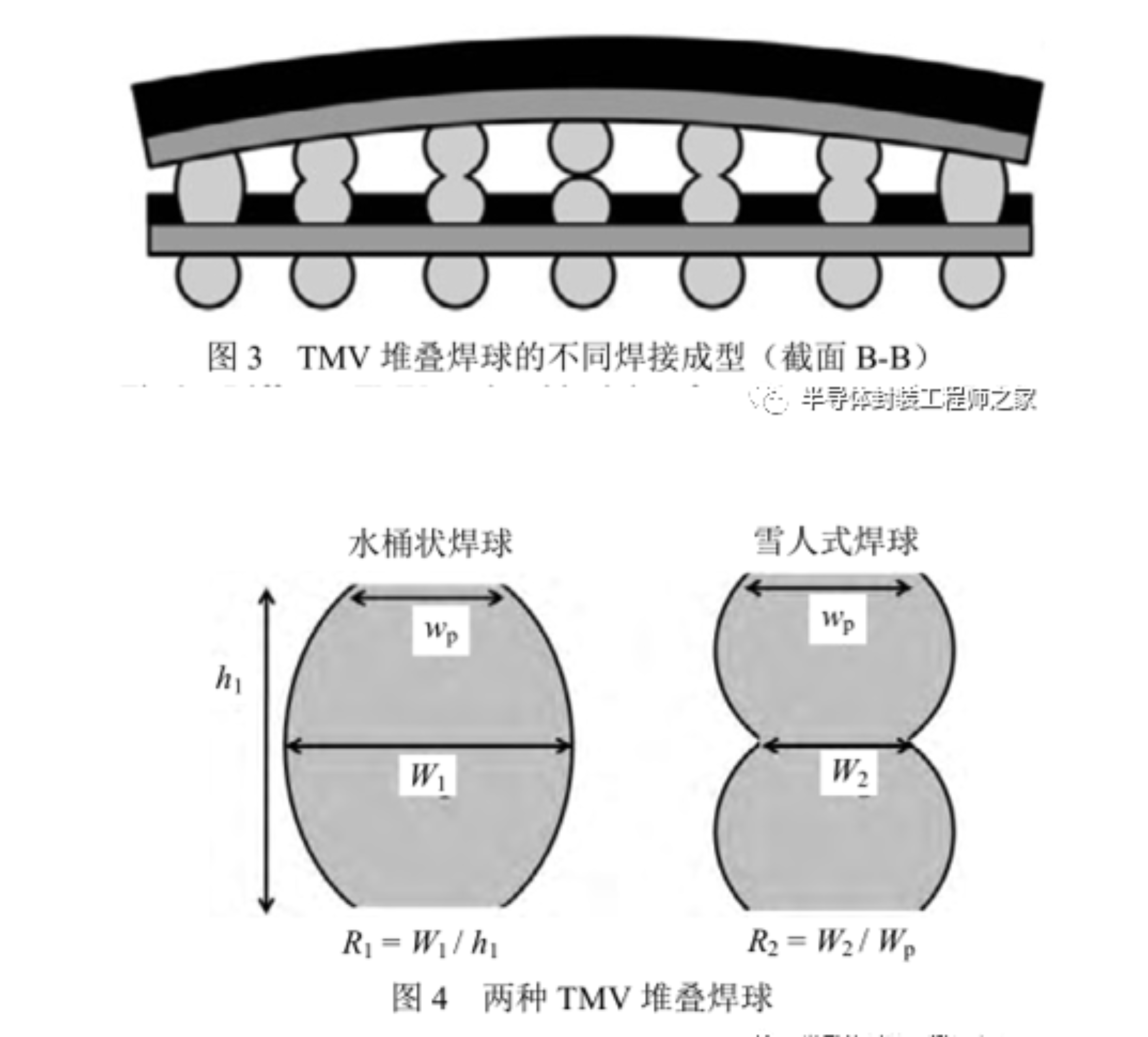
TMV中的堆叠焊球在经历回流焊工艺后,由于上层器件的热翘曲,堆叠焊球呈现出不一致的焊接成型,如图3所示。结合图1来看,靠近器件角落的堆叠焊球由于热翘曲度相对最小,上下焊球的融合比较好,因此焊接成型呈现出水桶状(bucketsolderjoint);而靠近器件中间的堆叠焊球由于热翘曲度相对最大,上下焊球的融合比较差,因此焊接成型呈现出雪人式的堆叠状态(snowmansolderjoint)。根据几何形状,可以将TMV焊球归纳为两类,如图4所示。其中,R1表示水桶状焊球的宽(W1)/高(h1)比例,R2表示雪人式焊球颈缩区宽(W2)/焊盘宽(Wp)的比例。从外观来看,水桶状焊球成型更加接近传统BGA器件的焊球成型,而雪人式焊球则多了一个颈缩区域。从固体力学的角度可以预判,几何畸形处(颈缩处)必然会造成应力集中,也因此会造成新的焊球可靠性隐患。
需要指出的是,为了便于读者阅读理解,图3的B-B截面示意图适当放大了器件的热翘曲度,并减少了焊球组数。实际中,PoP器件的热翘曲小于示意图中的变形量,而TMV的焊球数量也远不止7组,并且底部焊球还有填充胶的覆盖。
2雪人式焊球的仿真建模
由于在几何建模中预先构建PoP器件的热翘曲很难实现,在同一模型中建立不同焊接成型也非常复杂。因此,本文进行了如下几点模型简化:
(1)雪人式焊球的仿真建模选取A-A截面,因为雪人式焊球总是出现在TMV焊球的中段。
(2)省略了铜焊盘和芯片底部焊球的建模。
(3)利用器件的对称条件建立1/2模型,并假设模型热场分布均匀,可以施加整体热载荷。
(4)忽略PoP器件的初始热翘曲。
模型的材料属性如表1所示,A-A截面的有限元模型和边界条件等如图5所示。焊球的等效应力云图如图6所示。通过图6上下两排焊球的应力对比可以发现,雪人式焊球(上排)的应力集中比较底部焊球(下排)严重,而且最大等效应力出现在雪人式焊球与PoP上层器件的交界处。

3水桶状焊球的仿真建模
水桶状焊球的仿真亦采用了类似的简化:
(1)水桶状焊球的仿真建模选取B-B截面,并假设TMV中的焊球成型一致,因为无论TMV中段的焊球成型如何,总是最边缘焊球热变形最严重,而水桶状焊球总是出现在最边缘处。
(2)省略了铜焊盘的建模。
(3)利用器件的对称条件建立1/2模型,并假设模型热场分布均匀,可以施加整体热载荷。
(4)忽略PoP器件的初始热翘曲。
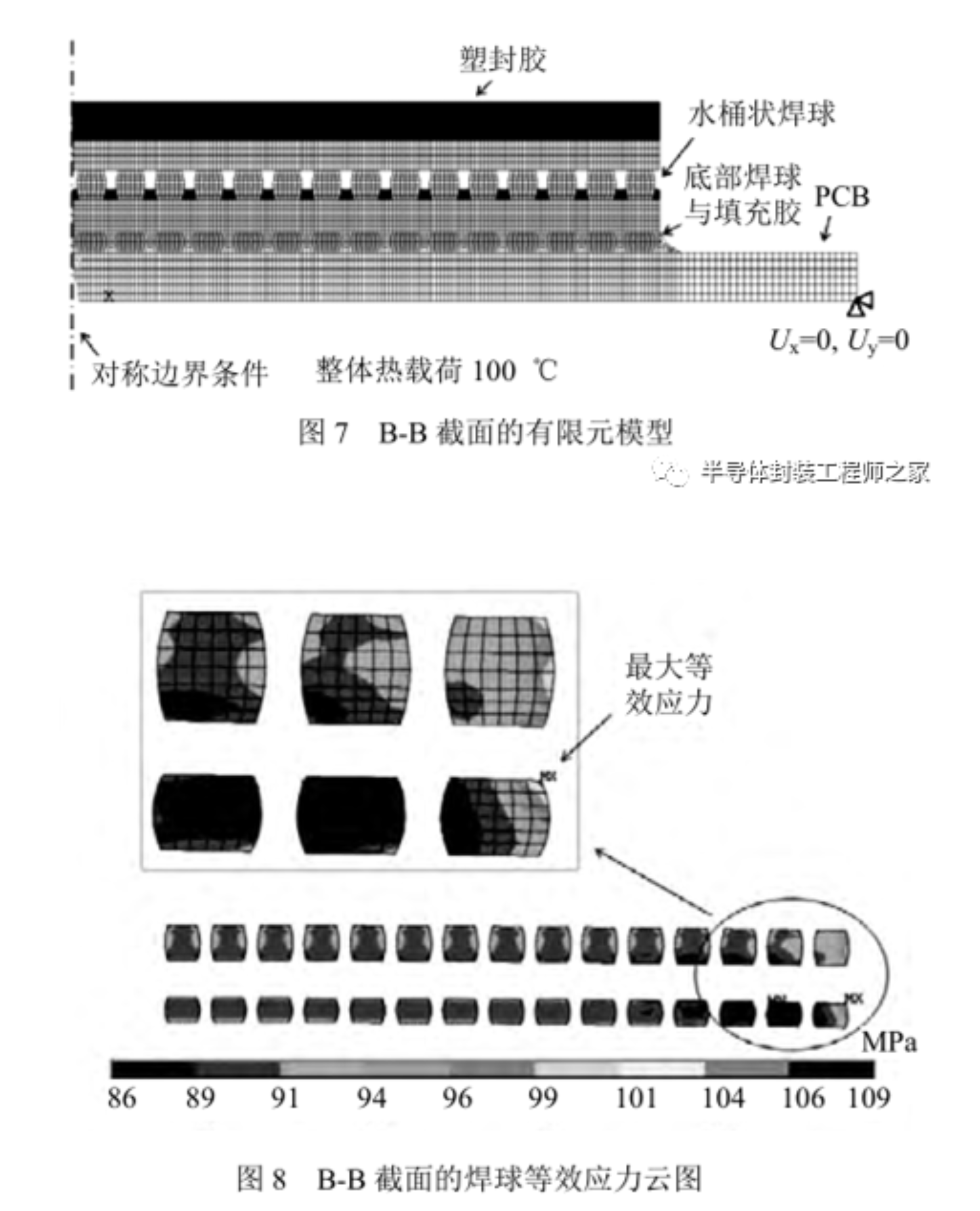
模型的材料属性见表1,B-B截面的有限元模型和边界条件见图7。焊球的等效应力云图见图8。通过图8上下两排焊球的应力对比可以发现,虽然最大等效应力出现在底部焊球与下层器件基底的交界处,但是以应力场整体的分布图来看,水桶状焊球(上排)的应力集中仍然比底部焊球(下排)严重。
4对比分析
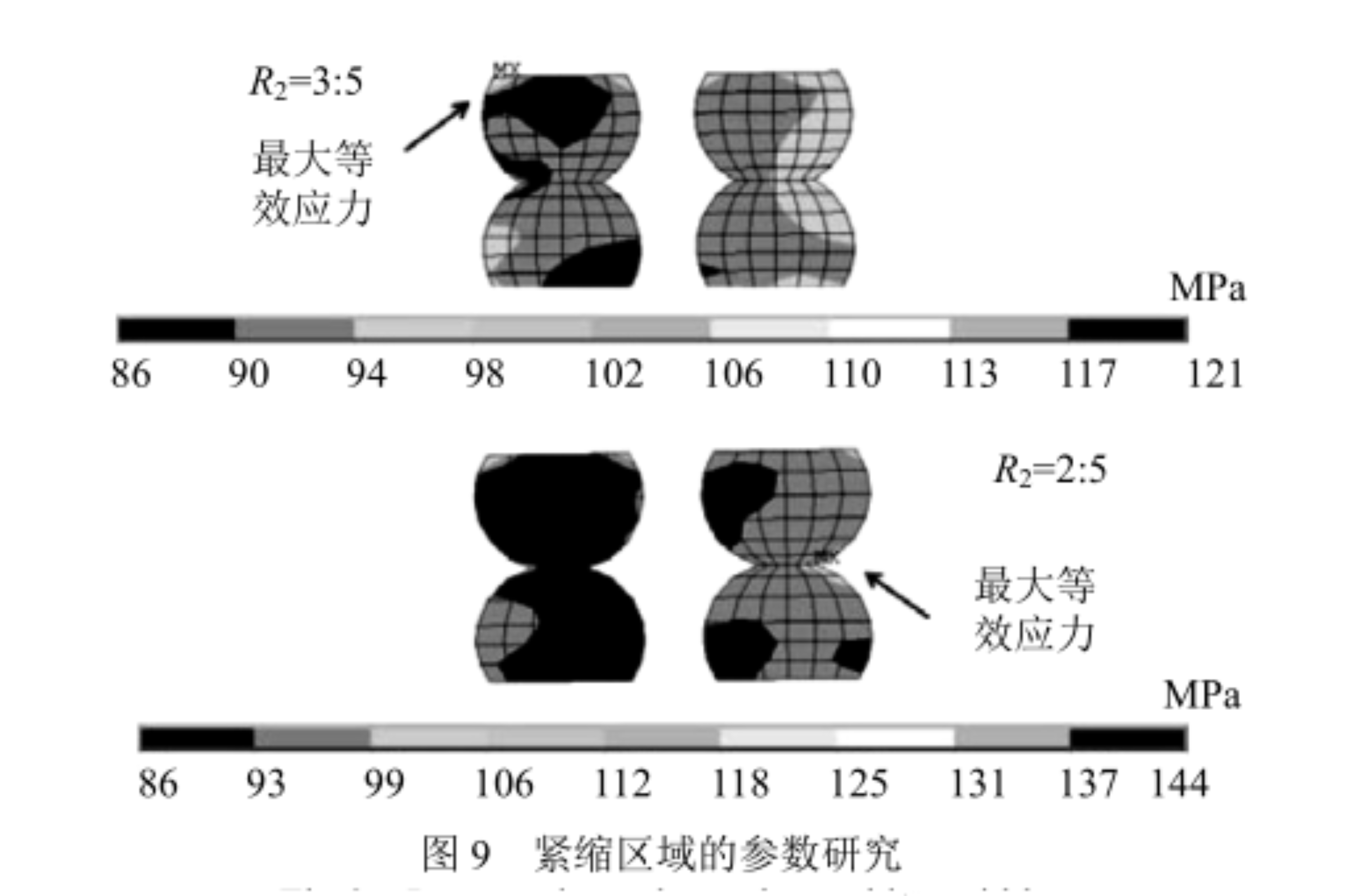
对比上面的分析结果可以发现,最严重的应力集中出现在雪人式焊球中。这说明器件受热应力影响下,最容易发生失效的位置是在TMV中的雪人式焊球,这也意味着针对底部焊球的传统可靠性测试方法可能不再适用于TMV焊球。此外,通过对雪人式焊球紧缩区域的参数研究可以发现,当紧缩区域越来越窄的时候(即R2越来越小的时候),雪人式焊球的平均应力越来越大,应力集中现象越发严重,如图9所示。尤其当R2小于1/2时,最大应力集中位置发生了变化,由雪人式焊球与上层器件基底的交界处变为雪人式焊球的紧缩处。这说明雪人式焊球的紧缩程度是造成焊接失效的关键。
5结论
利用简化的有限元模型,对TMV堆叠焊球进行了应力分析和初步的可靠性评估。虽然仿真分析还不能精确预判PoP器件的热疲劳寿命,但是通过目前的研究,仍然发现了TMV焊球这种新型焊接方式造成的新可靠性隐患,总结如下:
(1)TMV堆叠焊球的应力集中现象比底部焊球更加严重,这说明热疲劳失效更容易发生在塑封胶穿孔中的堆叠焊球上,而原本针对底部焊球的可靠性测试标准则需要做出新的调整。
(2)在两种不同的堆叠焊球成型中,雪人式焊球的应力集中现象比水桶状焊球更加严重。
(3)紧缩区域越窄,雪人式焊球的应力集中现象越明显。因此雪人式焊球的紧缩程度,是造成失效的关键。
免责申明:本文内容转自:半导体封装工程师之家;作者/来源于:海绵宝宝的耳朵。文字、素材、图片版权等内容属于原作者,本站转载内容仅供大家分享学习。如果侵害了原著作人的合法权益,请及时与我们联系,我们会安排删除相关内容。本文内容为原作者观点,并不代表我们赞同其观点和(或)对其真实性负责。
AMB、AMB载板、活性钎焊、活性金属钎焊、陶瓷覆铜板、陶瓷基板、DBC、高可靠性基板、SiC芯片载板、AMB陶瓷基板、AMB陶瓷覆铜板、DBC基板、DBC陶瓷基板、芯片载板、IC载板、碳化硅IC载板、碳化硅载板、半导体碳化硅IC载板、第三代功率半导体碳化硅IC载板、第三代功率半导体载板、第三代功率半导体基板、银铜钛焊膏、银铜钛焊片、AgCuTi活性焊膏、AgCuTi、厚铜陶瓷基板、双面厚铜陶瓷板、银焊膏、银胶、银浆、烧结银、低温银胶、银烧结、纳米银锡膏、纳米银、纳米银膏、锡锑Sn90Sb10焊料片、锡锑焊片、Sn90Sb10 Solder Preforms
广州先艺电子科技有限公司是先进半导体连接材料制造商、电子封装解决方案提供商,我们可根据客户的要求定制专业配比的金、银、铜、锡、铟等焊料合金,加工成预成形焊片,提供微电子封装互连材料、微电子封装互连器件和第三代功率半导体封装材料系列产品,更多资讯请看www.xianyichina.com,或关注微信公众号“先艺电子”。

